



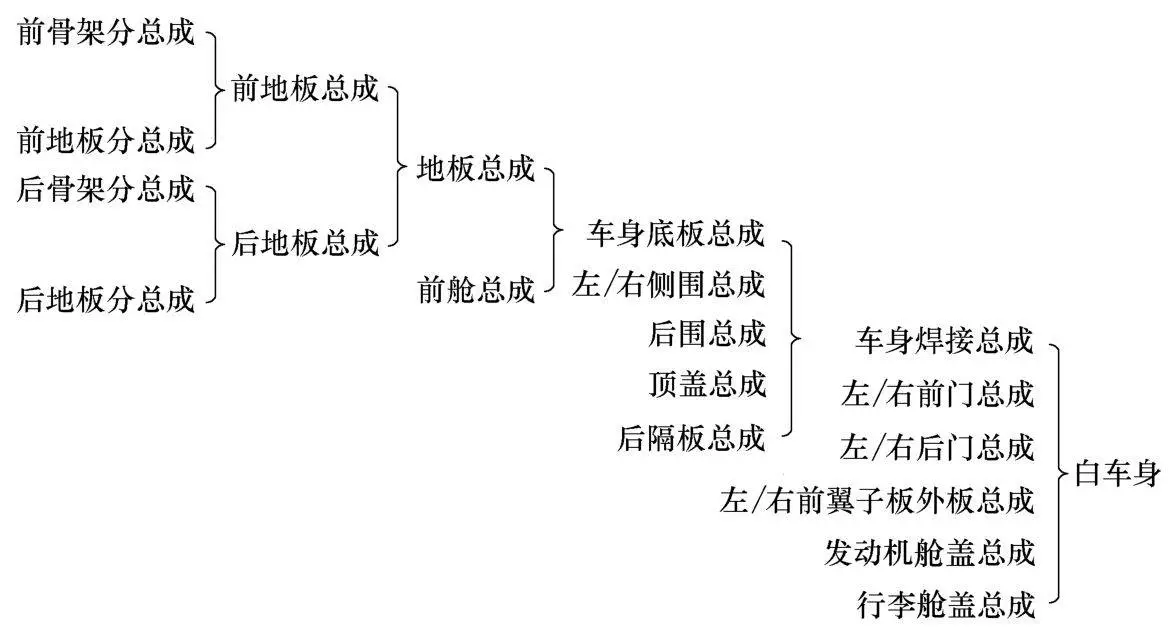

焊装工艺通常是特指在汽车车身制造过程中将经冲压成形的汽车车身结构件和覆盖件,用焊接加工的方式将其组合成不可拆卸的具有完整功能的结构件或汽车白车身的加工工艺过程。其内容主要有焊接、滚/折边、涂胶、合装、返修等。由薄板冲压成形的片状冲压件焊装成具有一定强度或功能的分总成,再将分总成焊装成大总成,将大总成焊装在一起组成车身的六大片,然后将六大片合焊在一起构成车身焊接总成,装上车门、发动机舱盖、翼子板、行李舱盖便构成了整体焊接白车身。
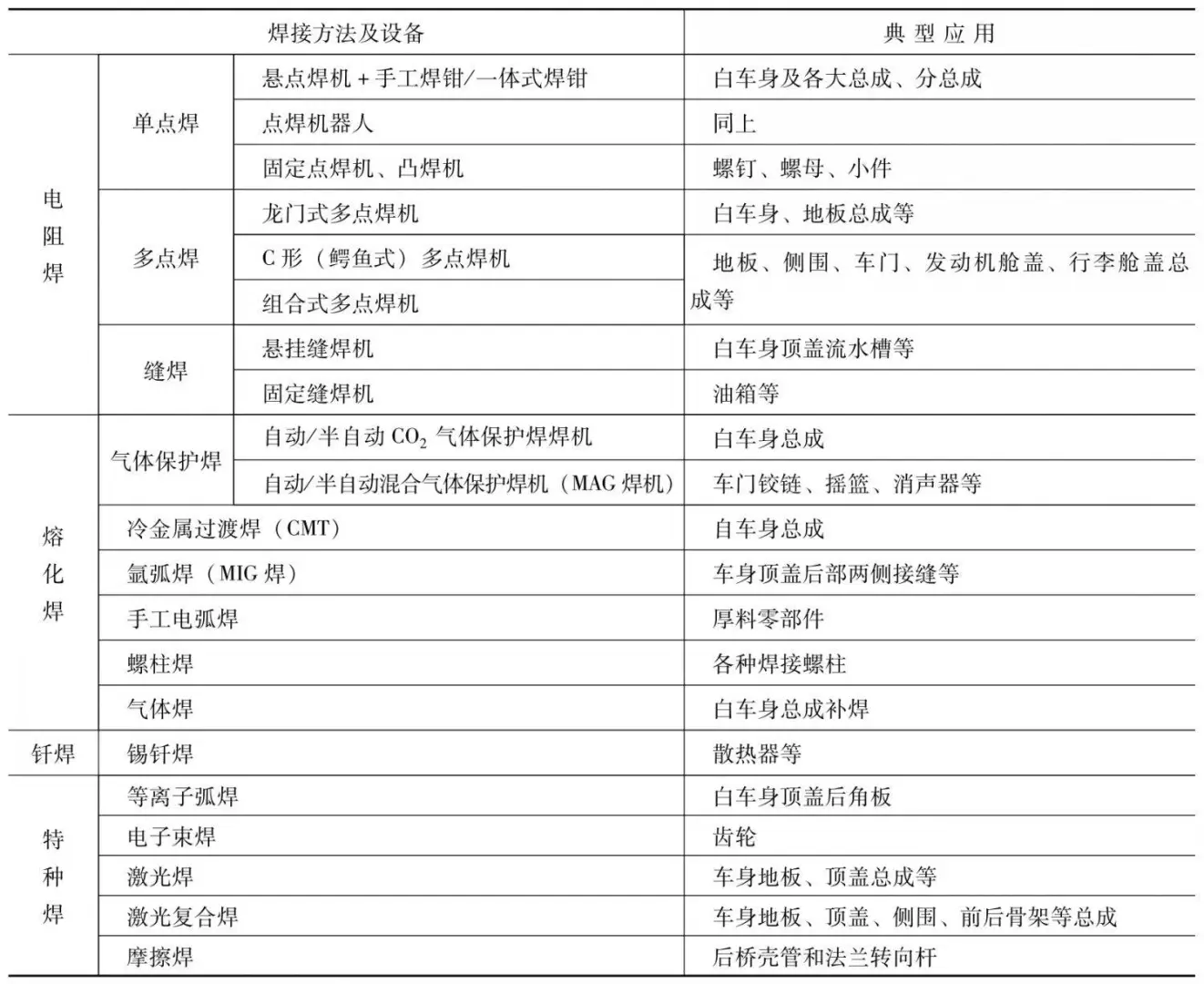
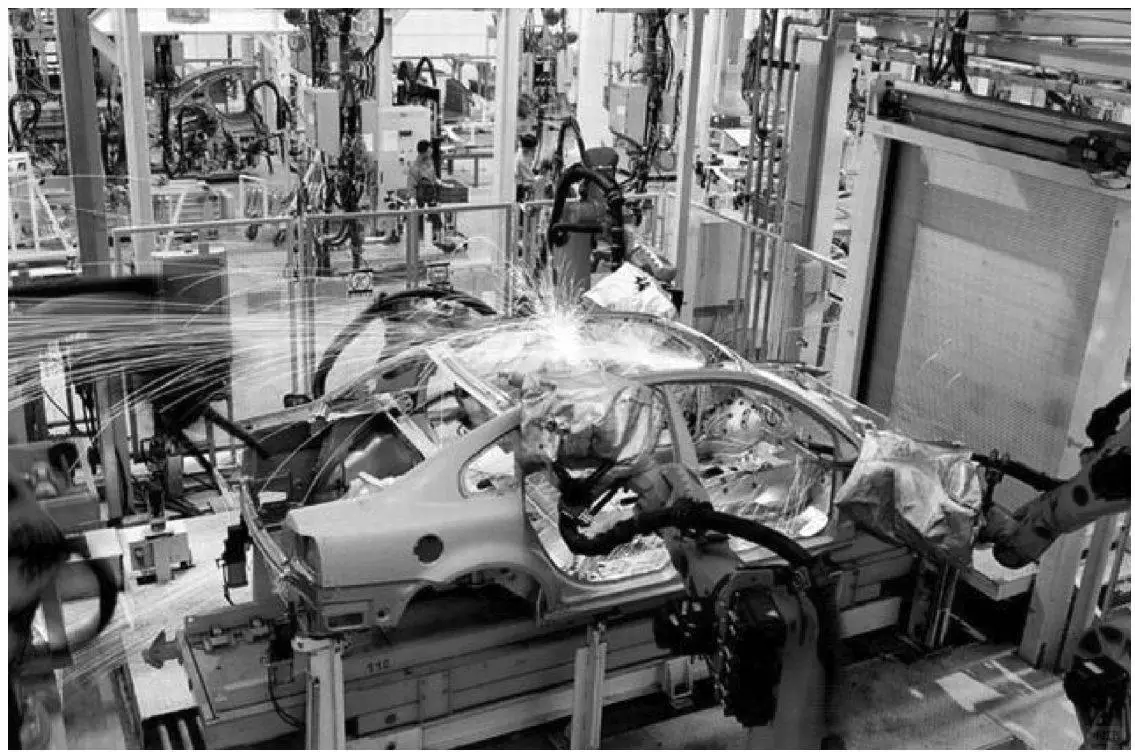
最常用的焊接方式主要是电阻点焊、CO2气体保护焊、混合气体保护焊、螺柱焊、激光焊等焊接方法。电阻焊是将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其邻近区域产生的电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。电阻焊有点焊、凸焊、缝焊、对焊等多种不同的焊接方式。点焊的焊接过程由预压、通电、维持、休止四部分组成。
熔化焊是将工件接口处加热至熔化状态,不加压力完成焊接的方法。熔化焊的焊接方式主要有CO2气体保护焊、混合气体保护焊(MAG焊)等。CO2气体保护焊设备由焊接电源、焊枪、送丝系统、供气装置和控制系统等组成。螺柱焊是电弧熔化焊接方法的一种特殊应用。螺柱焊需要经历预压、引弧、熔化、下沉、焊接冷却五个阶段。激光焊接是以聚焦的激光束作为能源轰击焊件所产生的热进行焊接的方法。常用的焊接激光器主要有CO2激光器和YAG钇铝石榴石激光器。
包边工艺是一种将零件上冲压产生的上翻边或下翻边折弯压平后,使零件的内、外板连接在一起的装配工艺。涂胶技术是借助黏结剂黏在固体表面上所产生的黏合力,将同种或不同种材料牢固地连接在一起的方法,所用的胶主要有嵌入胶,主要用于隔声、隔振等;结构胶,主要用于折边的固定、内外板的胶接等;密封胶,主要用于防水、防气、防尘等。车身外观返修常用的工具有记号笔、钣金锉、钣金锤、钣金钩、ϕ150抛光机、ϕ178打磨机、ϕ60打磨机、多功能焊机、钻枪等。
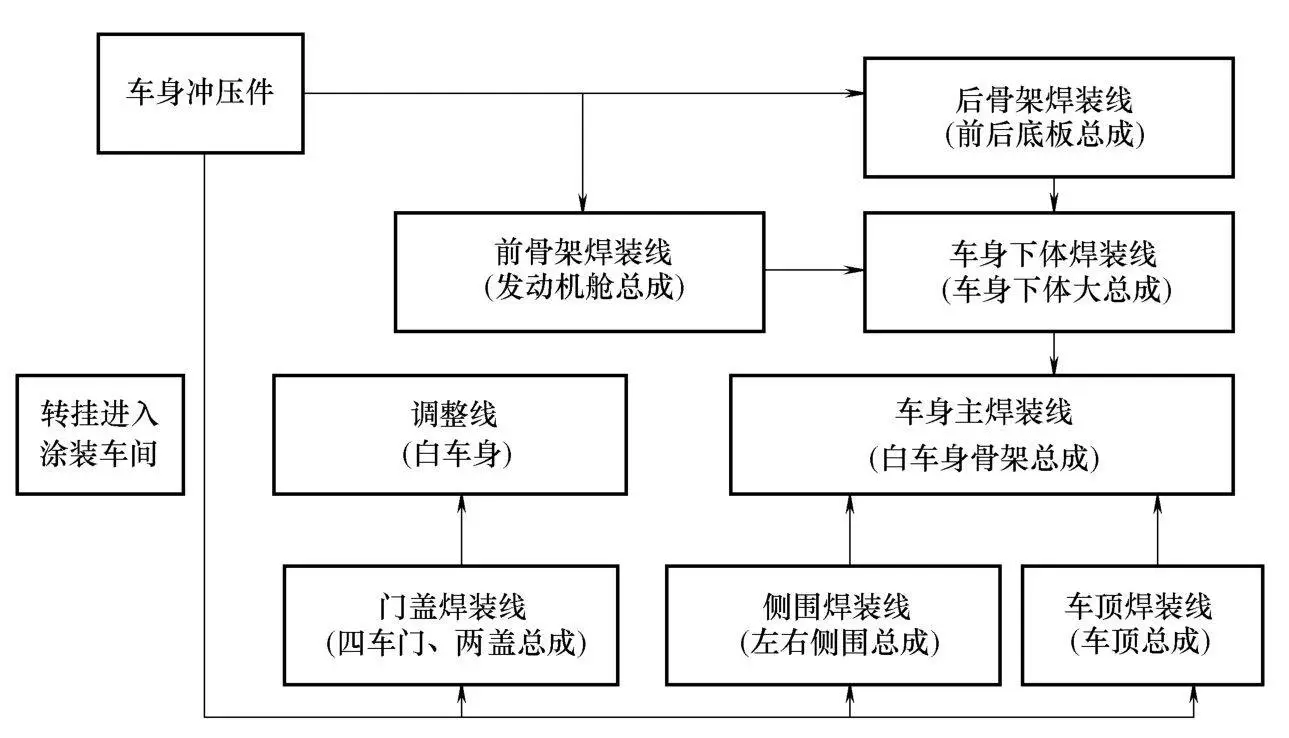
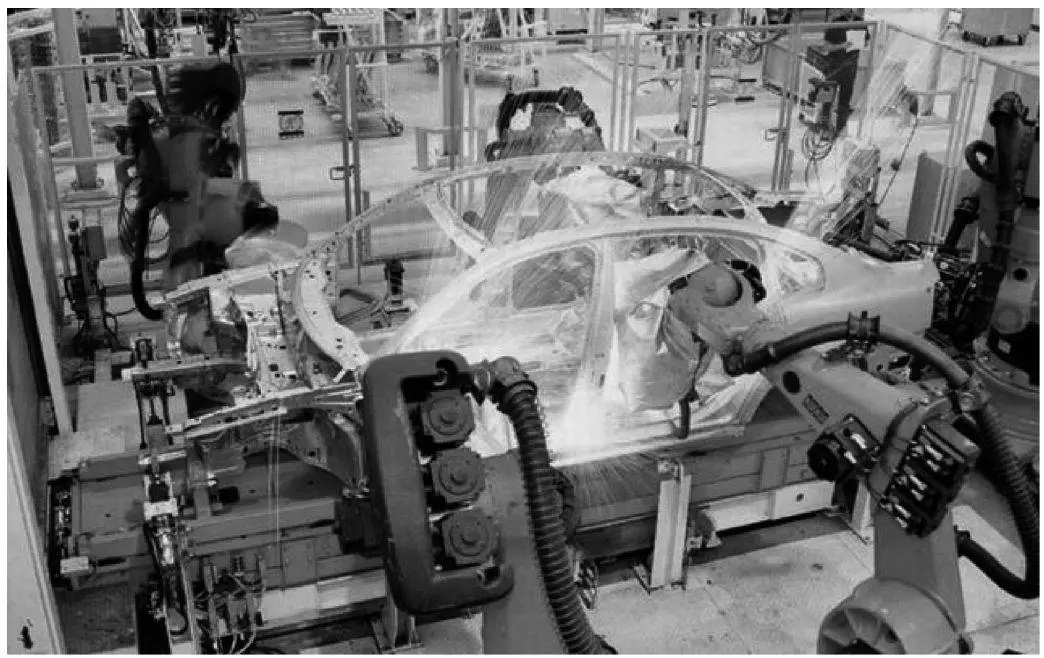
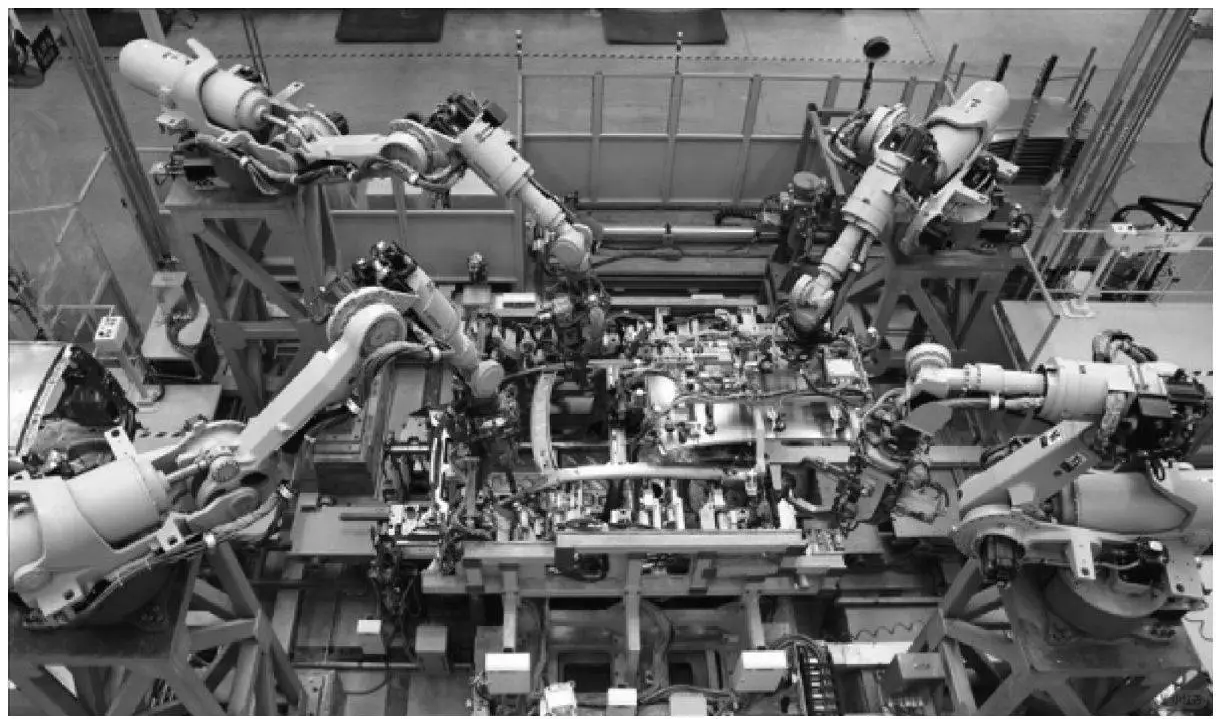
目前大多数整车厂均采用基于各类焊接机器人的柔性自动化焊装线。自动化生产线由车身下部线、主焊线等组成。车身下部线完成发动机舱、前底板、后底板等总成零件的拼装焊接工作。主焊线主要是完成车身下部、侧围、顶盖、包裹架等总成的拼装焊接工作。主要使用的是点焊机器人和弧焊机器人。输送设备包括滚床、往复杆、链式输送机、夹具、自行小车输送系统等。#汽车 #制造过程
最常用的焊接方式主要是电阻点焊、CO2气体保护焊、混合气体保护焊、螺柱焊、激光焊等焊接方法。电阻焊是将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其邻近区域产生的电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。电阻焊有点焊、凸焊、缝焊、对焊等多种不同的焊接方式。点焊的焊接过程由预压、通电、维持、休止四部分组成。
熔化焊是将工件接口处加热至熔化状态,不加压力完成焊接的方法。熔化焊的焊接方式主要有CO2气体保护焊、混合气体保护焊(MAG焊)等。CO2气体保护焊设备由焊接电源、焊枪、送丝系统、供气装置和控制系统等组成。螺柱焊是电弧熔化焊接方法的一种特殊应用。螺柱焊需要经历预压、引弧、熔化、下沉、焊接冷却五个阶段。激光焊接是以聚焦的激光束作为能源轰击焊件所产生的热进行焊接的方法。常用的焊接激光器主要有CO2激光器和YAG钇铝石榴石激光器。
包边工艺是一种将零件上冲压产生的上翻边或下翻边折弯压平后,使零件的内、外板连接在一起的装配工艺。涂胶技术是借助黏结剂黏在固体表面上所产生的黏合力,将同种或不同种材料牢固地连接在一起的方法,所用的胶主要有嵌入胶,主要用于隔声、隔振等;结构胶,主要用于折边的固定、内外板的胶接等;密封胶,主要用于防水、防气、防尘等。车身外观返修常用的工具有记号笔、钣金锉、钣金锤、钣金钩、ϕ150抛光机、ϕ178打磨机、ϕ60打磨机、多功能焊机、钻枪等。
目前大多数整车厂均采用基于各类焊接机器人的柔性自动化焊装线。自动化生产线由车身下部线、主焊线等组成。车身下部线完成发动机舱、前底板、后底板等总成零件的拼装焊接工作。主焊线主要是完成车身下部、侧围、顶盖、包裹架等总成的拼装焊接工作。主要使用的是点焊机器人和弧焊机器人。输送设备包括滚床、往复杆、链式输送机、夹具、自行小车输送系统等。#汽车 #制造过程