




冲压工艺是汽车车身制造的第一个工艺环节,它建立在金属塑性变形的基础上,利用模具和冲压设备对板料施压加工,使其产生塑性变形,以获得形状、尺寸和性能均符合设计要求的结构件或覆盖件。
当被加工冲压件的板材较薄时,通常在常温下完成冲压成形;当冲压件的板材较厚时,常将板材加热到奥氏体温度区间,然后送入内部带有冷却系统的模具内冲压成形并保压,在保压过程中快速冷却,转变成马氏体;由于铝合金的成形性能比钢差,为了便于成形,铝合金的冲压成形有时会用到温成形。
冲压工艺包括冲材的分离与冲压成形两大部分。分离包括落料、冲孔、修边、剖切等。冲压成形包括弯曲、拉延、翻边、胀形、校平与整形等。冲压工艺生产线主要包括开卷落料生产线和冲压成形生产线两大部分。
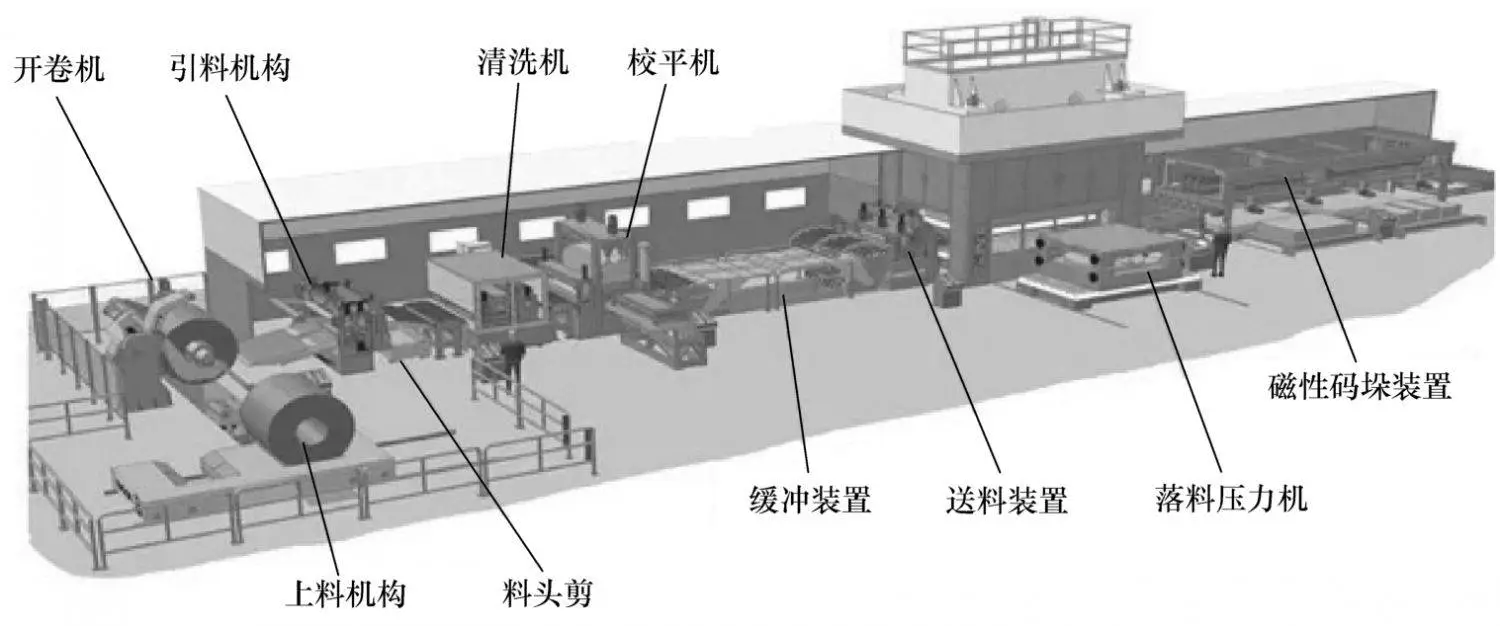
开卷落料生产线设备包括上料机构、开卷机、引料机构、清洗机、校平机、送料装置、落料压力机、码垛机等。现阶段,用得最多的落料工艺是冲裁落料,已有不少车企开始采用激光切割落料。将购入的卷筒料经过开卷校平设备,释放卷曲应力,达到满足冲压生产的平整状态,并将其剪裁成所需不同大小和形状的片状板材。
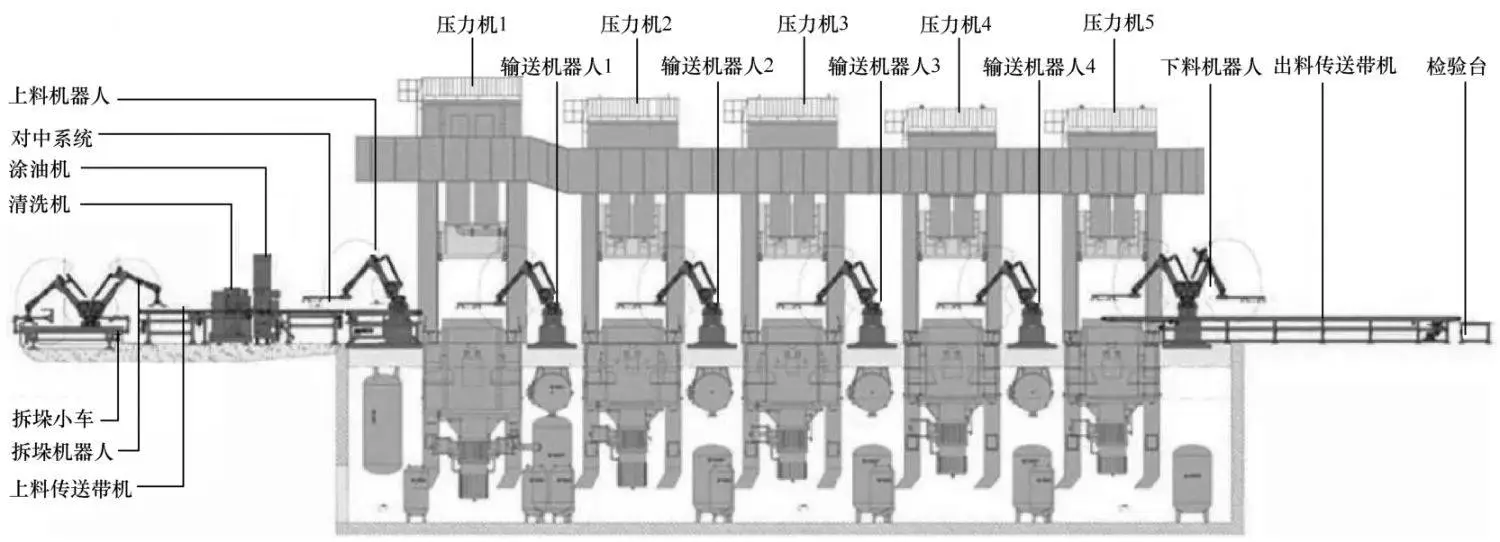
车身冲压成形线由线前、线中、线尾三大单元组成。线前单元包括上料小车、拆垛机、板面检测系统、对中装置、清洗设备等,内容是磁性(吹气)分张、拆垛、板料双面检测、板料清洗涂油、板料传输、板料对中。对于对表面处理要求特别高的零部件,需经双面清洗并随即涂上专用的冲压用油。线中单元主要由压力机、冲压模具和中间传输装置组成,通过取料机器人/机械手将板材按顺序送到每一台压力机,通过多个工序(四序、五序或六序)完成冲压成形作业。线尾单元通常配置有质量检测系统、取件与装入工位器具的装置。配置专用检测设备或由专业检测人员在特定的灯光照射下,对覆盖件产品进行全方位检查,检验合格的工件由人工或机器人从传送带上取下并放置到专用工位器具内。自动冲压生产线在生产线的前段配置机器人自动拆垛、板料自动清洗、板料自动涂油、板料自动对中等系统,压力机间的零件传输采用自动化设备输送,线尾配置下料机器人、出料传送带机、检查台和照明系统,冲压生产线设置左右移出工作台、自动换模系统、端拾器自动更换系统。
车身冲压模具大多采用复合模及级进模,由工作部件上模和下模(凸模与凹模)和八块板(上模座、上模垫板、上夹板、脱模垫板、脱料板、下模板、下垫板、下模座)等组成。#汽车#汽车制造#冲压
当被加工冲压件的板材较薄时,通常在常温下完成冲压成形;当冲压件的板材较厚时,常将板材加热到奥氏体温度区间,然后送入内部带有冷却系统的模具内冲压成形并保压,在保压过程中快速冷却,转变成马氏体;由于铝合金的成形性能比钢差,为了便于成形,铝合金的冲压成形有时会用到温成形。
冲压工艺包括冲材的分离与冲压成形两大部分。分离包括落料、冲孔、修边、剖切等。冲压成形包括弯曲、拉延、翻边、胀形、校平与整形等。冲压工艺生产线主要包括开卷落料生产线和冲压成形生产线两大部分。
开卷落料生产线设备包括上料机构、开卷机、引料机构、清洗机、校平机、送料装置、落料压力机、码垛机等。现阶段,用得最多的落料工艺是冲裁落料,已有不少车企开始采用激光切割落料。将购入的卷筒料经过开卷校平设备,释放卷曲应力,达到满足冲压生产的平整状态,并将其剪裁成所需不同大小和形状的片状板材。
车身冲压成形线由线前、线中、线尾三大单元组成。线前单元包括上料小车、拆垛机、板面检测系统、对中装置、清洗设备等,内容是磁性(吹气)分张、拆垛、板料双面检测、板料清洗涂油、板料传输、板料对中。对于对表面处理要求特别高的零部件,需经双面清洗并随即涂上专用的冲压用油。线中单元主要由压力机、冲压模具和中间传输装置组成,通过取料机器人/机械手将板材按顺序送到每一台压力机,通过多个工序(四序、五序或六序)完成冲压成形作业。线尾单元通常配置有质量检测系统、取件与装入工位器具的装置。配置专用检测设备或由专业检测人员在特定的灯光照射下,对覆盖件产品进行全方位检查,检验合格的工件由人工或机器人从传送带上取下并放置到专用工位器具内。自动冲压生产线在生产线的前段配置机器人自动拆垛、板料自动清洗、板料自动涂油、板料自动对中等系统,压力机间的零件传输采用自动化设备输送,线尾配置下料机器人、出料传送带机、检查台和照明系统,冲压生产线设置左右移出工作台、自动换模系统、端拾器自动更换系统。
车身冲压模具大多采用复合模及级进模,由工作部件上模和下模(凸模与凹模)和八块板(上模座、上模垫板、上夹板、脱模垫板、脱料板、下模板、下垫板、下模座)等组成。#汽车#汽车制造#冲压