



汽车座椅是汽车内饰中的重要部件,目前汽车行业主要由专业化工厂来完成座椅的生产,为整车厂提供座椅的配套供应。
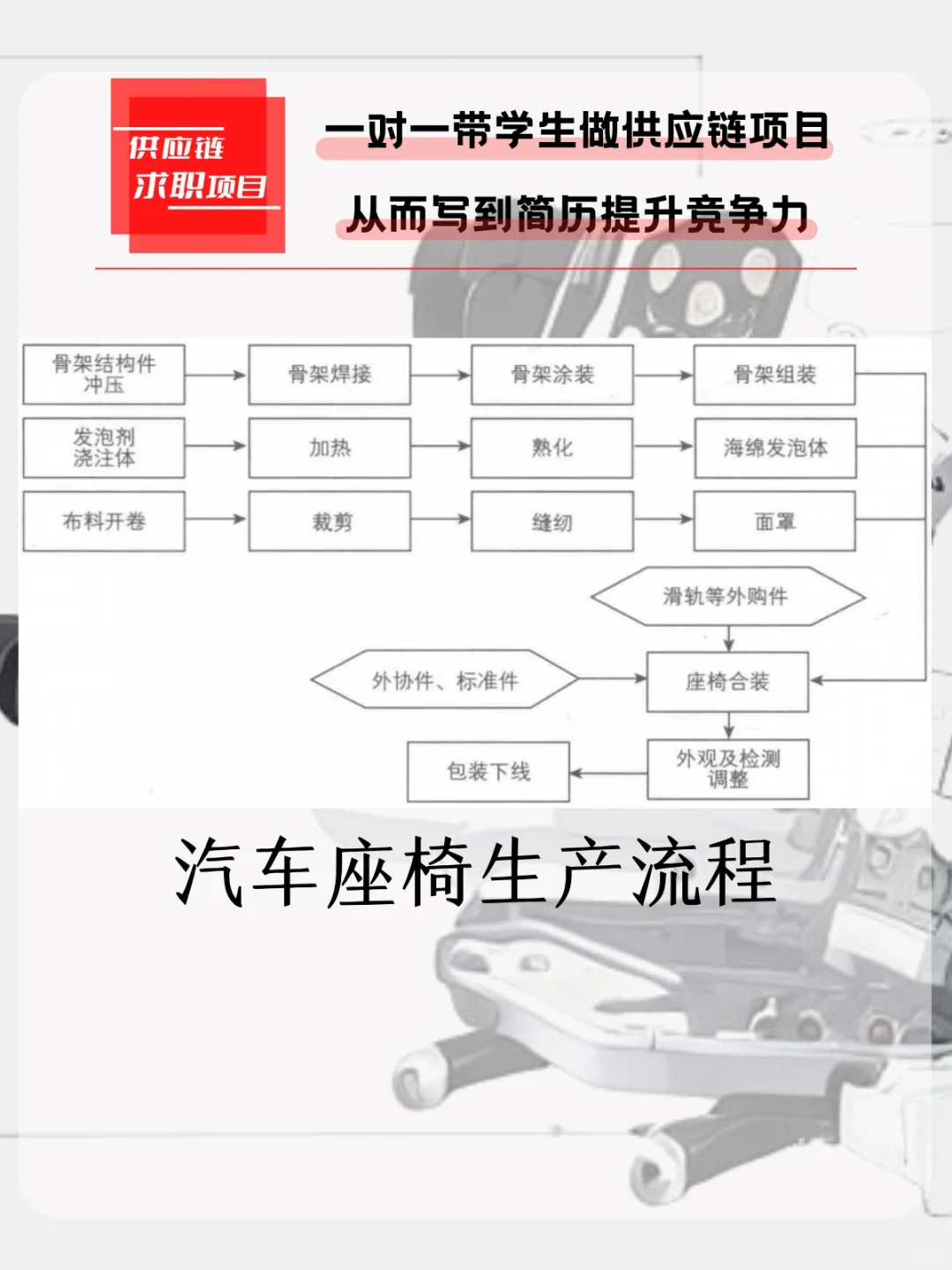
汽车座椅体积大、工艺要求高、交期短、质量安全要求严格、制造过程相对复杂。同时,汽车座椅的市场需求差异性大,产品种类多,其生产方式属于多品种、变批量的离散型制造。汽车座椅的主要生产工艺包括座椅骨架成型、海绵体发泡、椅罩裁剪缝合、座椅组装等。汽车座椅的生产流程如图2。
1⃣冲压
汽车座椅骨架一般釆用板材、管材的折弯、冲压和焊接成型。冲压工序首先进行板材、管材等原材料备料。经裁剪机自动落料剪切,连续冲模冲压成形,再进行修边、冲孔,对完成品进行检验。各工种站间的物料输送使用自动送料装置。
2⃣焊接
焊接工序主要完成座椅骨架的焊接工作。为了满足产品多样性、质量保证和生产节拍的要求,焊接主要采用柔性混线方式组织生产。汽车座椅骨架焊接生产线主要由数控弯管机、钢丝弯曲机、弧焊机器人、点焊机器人、二氧化碳半自动焊机等工作站组成,分别完成座椅骨架散件的拼合、点焊、弧焊和安装靠背弹簧等一系列作业。
在工艺上,对焊接精度要求高、焊接工作量大的工位釆用弧焊机器人焊接。为了提高焊接的工作效率,工位设计采用左右双工位的夹具设置。左侧焊接时,右侧拆装零件。各主要焊接工位均配有专用的焊接夹具,以保证焊接的质量和焊接工件的尺寸精度。焊接夹具大都采用手动快速夹钳手动夹紧,关键工位如机器人焊接总成工位的夹具釆用气动夹紧,以保证其焊接精度及生产节拍。所选用的夹具也都配有快换接头,焊接机器人都具有快速换装结构,能够根据产品换型需要而快速调整。
3⃣涂装
该工序负责完成座椅骨架表面的涂装工作。涂装工艺设备釆用粉末静电喷涂成套设备。喷粉室能自动清理和自动换色,全部换色时间在30min以内。
4⃣座椅装配工艺
座椅装配BOM主要包括骨架、发泡、面套、小机构、安全气囊、塑料件和紧固件等。根据座椅产品型号,釆用差速链辐台板式柔性装配线进行组装。座椅发泡体和面罩按台套进行顺序组挂,利用辐轴斜滑梯送到装配线旁。这种输送方式可减少物料输送频次,满足大批量生产需要。座椅骨架按品种直接运送到装配线入口位置。
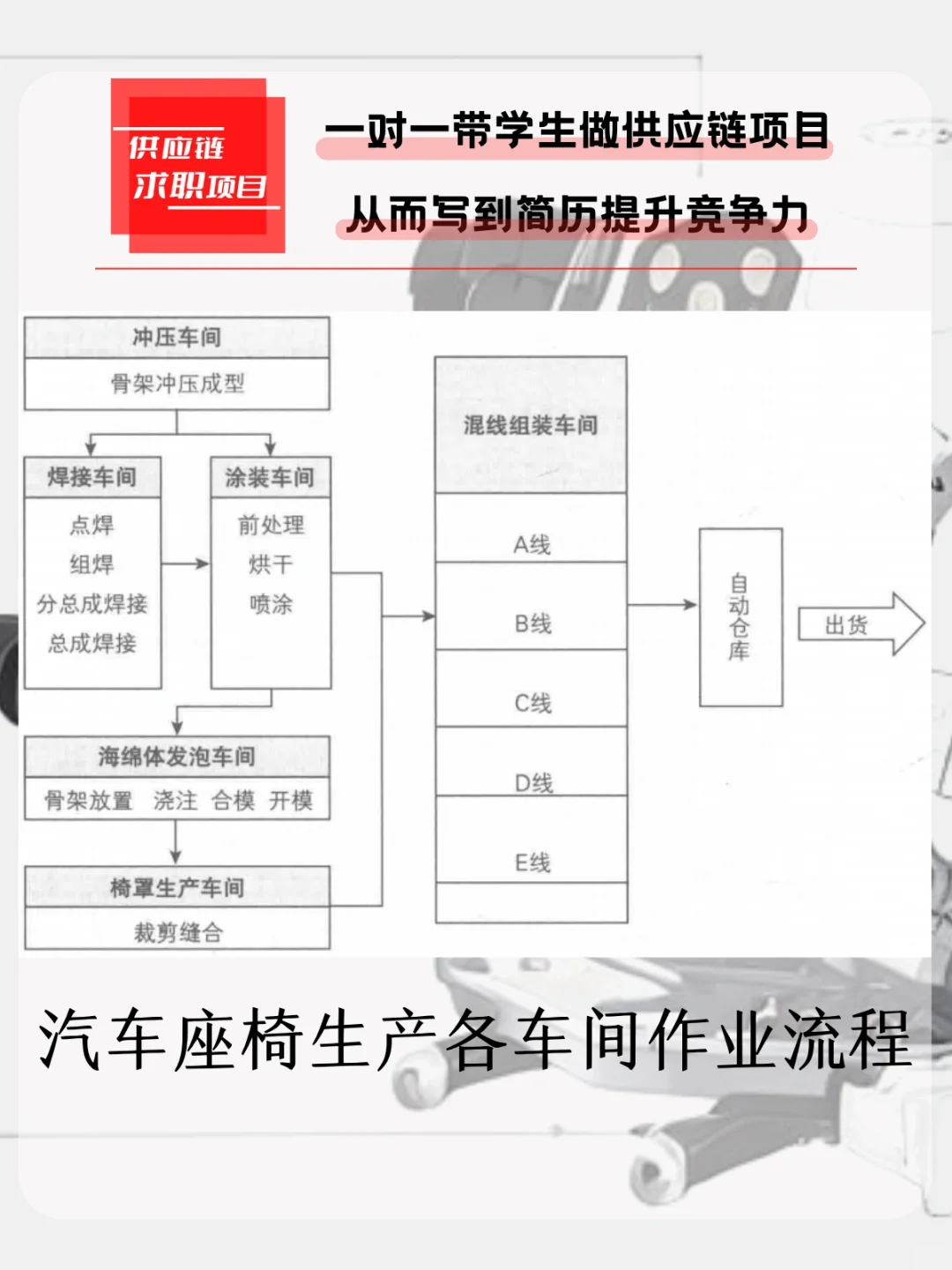
汽车座椅生产厂主要由冲压车间、焊装车间、涂装车间、海绵体发泡车间、椅罩生产车间和组装车间等组成,合格的座椅成品一般采用自动线进入立体自动仓库,利用自动拣配系统自动排序出货,具体如图3。#get职场新知识
汽车座椅体积大、工艺要求高、交期短、质量安全要求严格、制造过程相对复杂。同时,汽车座椅的市场需求差异性大,产品种类多,其生产方式属于多品种、变批量的离散型制造。汽车座椅的主要生产工艺包括座椅骨架成型、海绵体发泡、椅罩裁剪缝合、座椅组装等。汽车座椅的生产流程如图2。
1⃣冲压
汽车座椅骨架一般釆用板材、管材的折弯、冲压和焊接成型。冲压工序首先进行板材、管材等原材料备料。经裁剪机自动落料剪切,连续冲模冲压成形,再进行修边、冲孔,对完成品进行检验。各工种站间的物料输送使用自动送料装置。
2⃣焊接
焊接工序主要完成座椅骨架的焊接工作。为了满足产品多样性、质量保证和生产节拍的要求,焊接主要采用柔性混线方式组织生产。汽车座椅骨架焊接生产线主要由数控弯管机、钢丝弯曲机、弧焊机器人、点焊机器人、二氧化碳半自动焊机等工作站组成,分别完成座椅骨架散件的拼合、点焊、弧焊和安装靠背弹簧等一系列作业。
在工艺上,对焊接精度要求高、焊接工作量大的工位釆用弧焊机器人焊接。为了提高焊接的工作效率,工位设计采用左右双工位的夹具设置。左侧焊接时,右侧拆装零件。各主要焊接工位均配有专用的焊接夹具,以保证焊接的质量和焊接工件的尺寸精度。焊接夹具大都采用手动快速夹钳手动夹紧,关键工位如机器人焊接总成工位的夹具釆用气动夹紧,以保证其焊接精度及生产节拍。所选用的夹具也都配有快换接头,焊接机器人都具有快速换装结构,能够根据产品换型需要而快速调整。
3⃣涂装
该工序负责完成座椅骨架表面的涂装工作。涂装工艺设备釆用粉末静电喷涂成套设备。喷粉室能自动清理和自动换色,全部换色时间在30min以内。
4⃣座椅装配工艺
座椅装配BOM主要包括骨架、发泡、面套、小机构、安全气囊、塑料件和紧固件等。根据座椅产品型号,釆用差速链辐台板式柔性装配线进行组装。座椅发泡体和面罩按台套进行顺序组挂,利用辐轴斜滑梯送到装配线旁。这种输送方式可减少物料输送频次,满足大批量生产需要。座椅骨架按品种直接运送到装配线入口位置。
汽车座椅生产厂主要由冲压车间、焊装车间、涂装车间、海绵体发泡车间、椅罩生产车间和组装车间等组成,合格的座椅成品一般采用自动线进入立体自动仓库,利用自动拣配系统自动排序出货,具体如图3。#get职场新知识