


本项目旨在实现中小型电池的自动输送、喷码与分拣装配功能,提升传统人工操作的生产效率与一致性。设计融合了自动输送、定位夹具、喷码模组与智能检测系统,实现了从上料到成品输出的全流程自动化。
设备主要由以下五大部分组成:
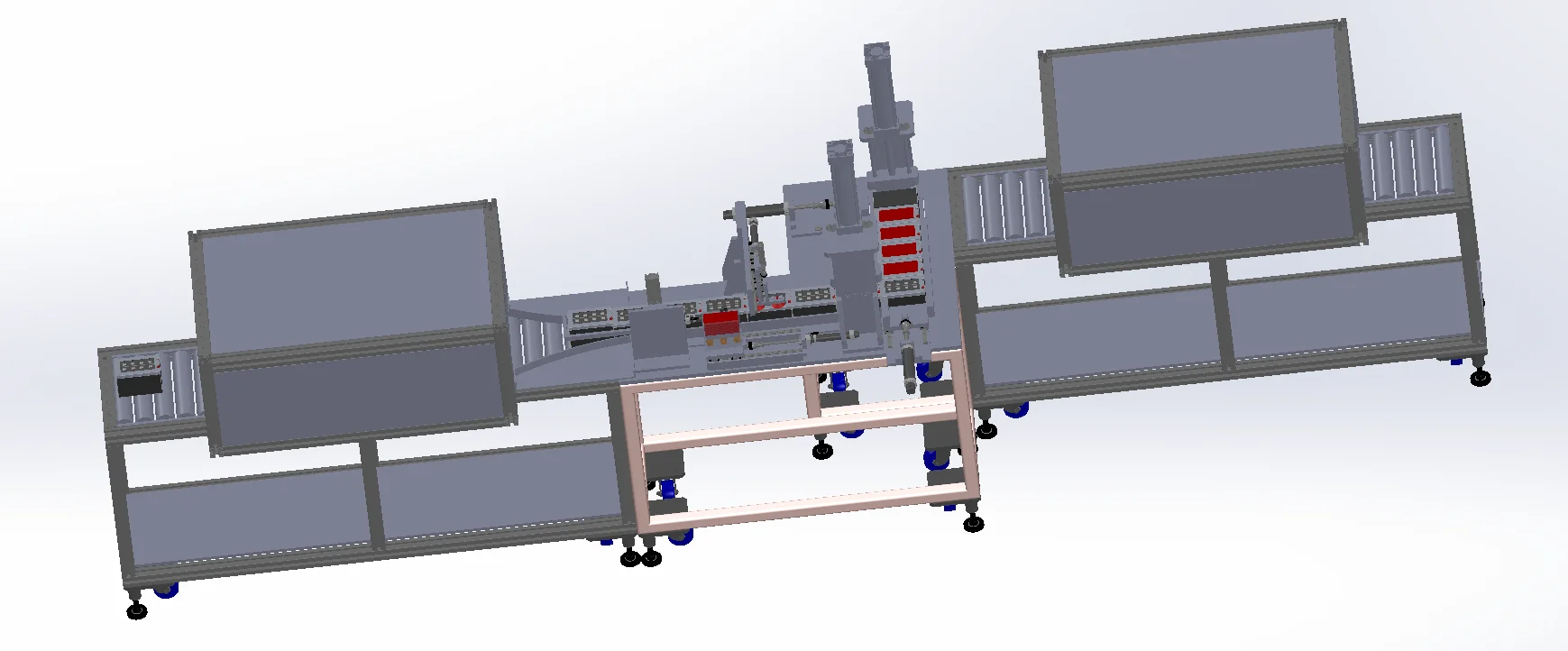
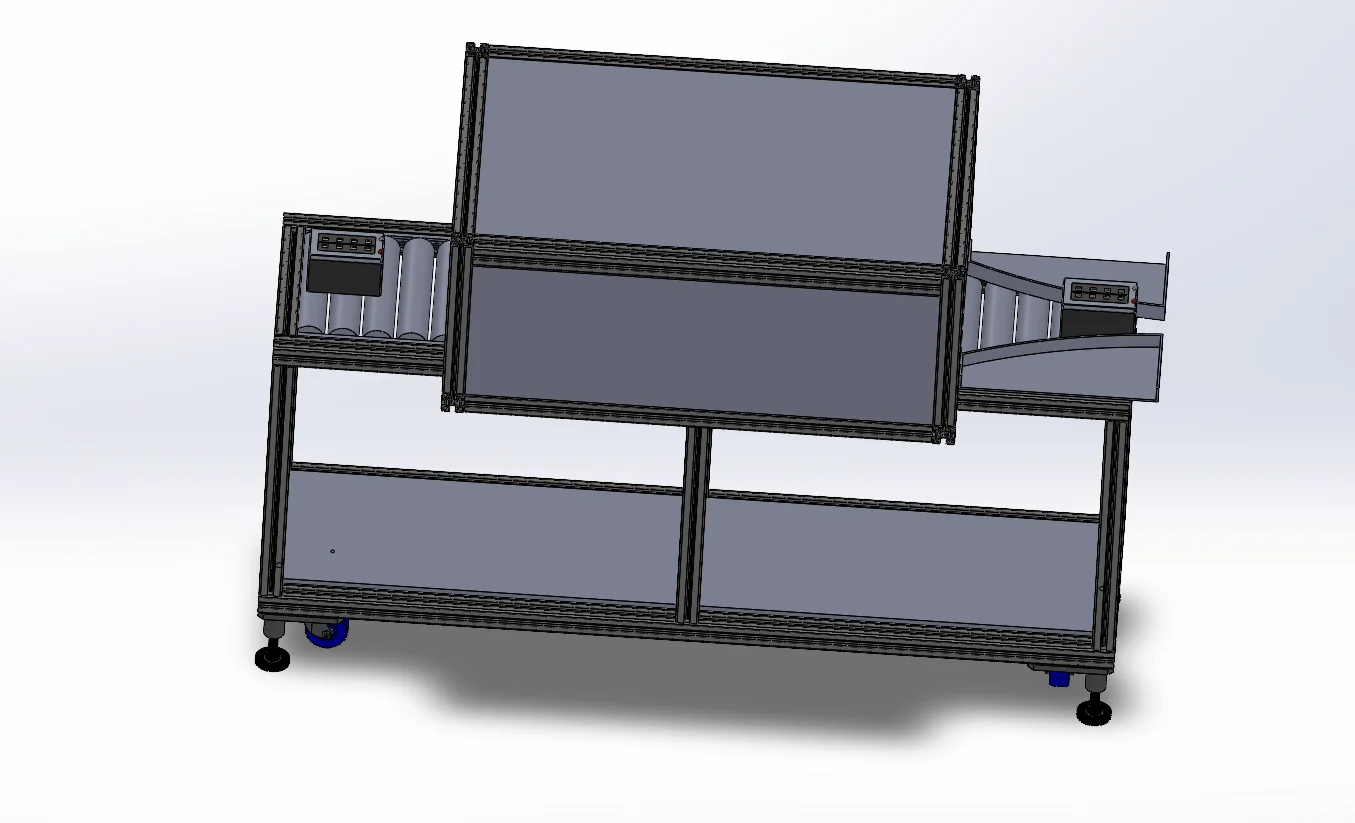
① 总体结构与布局:整机采用铝型材+钢结构框架设计(图1-2),线体总长约6米,中部为喷码装置,左右为上、下料与分拣区域。整体结构对称,底部安装脚轮与调节脚,便于移动与水平调整。线体封板采用亚克力与铝塑板组合,兼顾防护与美观。
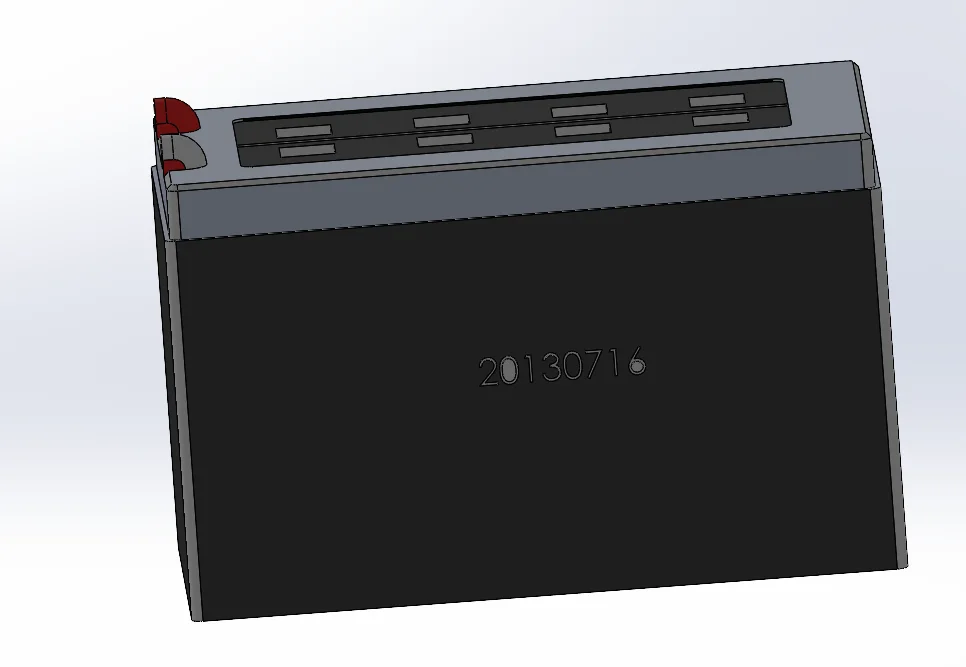
② 输送与定位系统:输送主线采用滚筒输送机构(图2),由电机驱动链轮同步传动,传动平稳。产品通过光电检测实现自动定位与停机控制。每个载具含限位卡槽与弹性支撑垫(图4),确保电池在喷码过程中的稳定性。定位精度控制在±0.3mm。
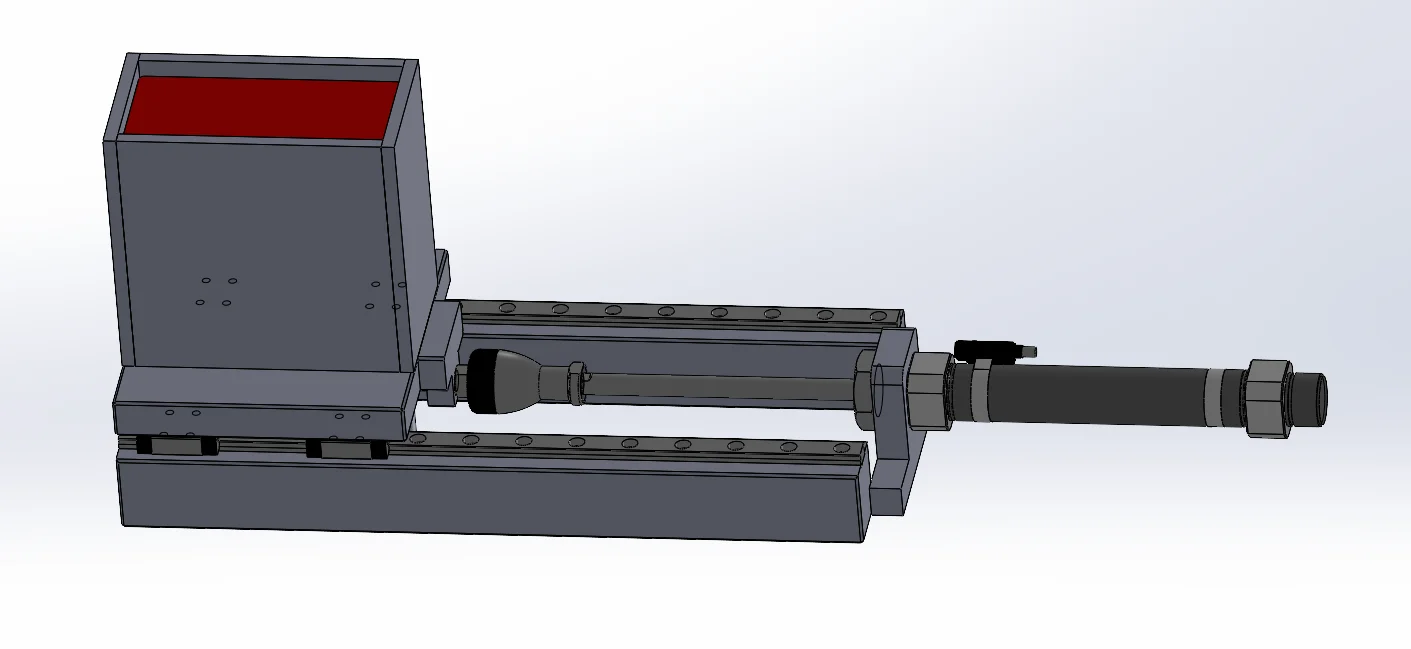
③ 喷码模组:核心部分为可调行程喷码机构(图3),由伺服电机带动丝杆滑台实现前后移动。喷头固定于防护罩内(图4),能自动识别电池位置并喷印生产批号。喷头采用工业喷墨方式,喷印精度高、响应速度快。喷码模块与输送系统同步运行,避免重复或漏喷。
④ 控制系统与检测模块:系统以PLC为核心控制单元,配合人机交互屏实现参数设定、喷印内容输入与实时监控。两端设置电池检测模块(图5),可通过视觉识别系统校验喷码内容与位置是否正确,异常时自动剔除。
⑤ 性能分析与参数验证:整机尺寸约6000×900×1600mm。SolidWorks建模及受力分析表明:主框架结构稳定,最大变形量小于0.4mm。喷码节拍可达1.8秒/件,生产节拍提升约3倍。设备功率约1.5kW,整线噪音低于65dB,满足工业生产标准。
本项目历时12周,从机械结构、控制逻辑到喷码算法调试均独立完成。最终实现了电池自动进料、定位喷码、信息校验与分拣出料的闭环控制。
该设计不仅验证了机械设计与自动控制的融合能力,也为电池行业自动化装备的标准化与智能化升级提供了可行方案。
#机械设计 #自动化装配线 #电池喷码机 #输送系统 #伺服控制 #PLC系统 #SolidWorks建模 #工业自动化 #视觉检测
设备主要由以下五大部分组成:
① 总体结构与布局:整机采用铝型材+钢结构框架设计(图1-2),线体总长约6米,中部为喷码装置,左右为上、下料与分拣区域。整体结构对称,底部安装脚轮与调节脚,便于移动与水平调整。线体封板采用亚克力与铝塑板组合,兼顾防护与美观。
② 输送与定位系统:输送主线采用滚筒输送机构(图2),由电机驱动链轮同步传动,传动平稳。产品通过光电检测实现自动定位与停机控制。每个载具含限位卡槽与弹性支撑垫(图4),确保电池在喷码过程中的稳定性。定位精度控制在±0.3mm。
③ 喷码模组:核心部分为可调行程喷码机构(图3),由伺服电机带动丝杆滑台实现前后移动。喷头固定于防护罩内(图4),能自动识别电池位置并喷印生产批号。喷头采用工业喷墨方式,喷印精度高、响应速度快。喷码模块与输送系统同步运行,避免重复或漏喷。
④ 控制系统与检测模块:系统以PLC为核心控制单元,配合人机交互屏实现参数设定、喷印内容输入与实时监控。两端设置电池检测模块(图5),可通过视觉识别系统校验喷码内容与位置是否正确,异常时自动剔除。
⑤ 性能分析与参数验证:整机尺寸约6000×900×1600mm。SolidWorks建模及受力分析表明:主框架结构稳定,最大变形量小于0.4mm。喷码节拍可达1.8秒/件,生产节拍提升约3倍。设备功率约1.5kW,整线噪音低于65dB,满足工业生产标准。
本项目历时12周,从机械结构、控制逻辑到喷码算法调试均独立完成。最终实现了电池自动进料、定位喷码、信息校验与分拣出料的闭环控制。
该设计不仅验证了机械设计与自动控制的融合能力,也为电池行业自动化装备的标准化与智能化升级提供了可行方案。
#机械设计 #自动化装配线 #电池喷码机 #输送系统 #伺服控制 #PLC系统 #SolidWorks建模 #工业自动化 #视觉检测