


本项目旨在针对批量小型零件的高效装配与检测需求,设计一套结构紧凑、节拍高效的双工位气动装配检测设备。系统融合了气动执行、工位同步与PLC控制等核心技术,实现了零件的精准定位、压装与自动检测。
设备主要由以下五部分组成:
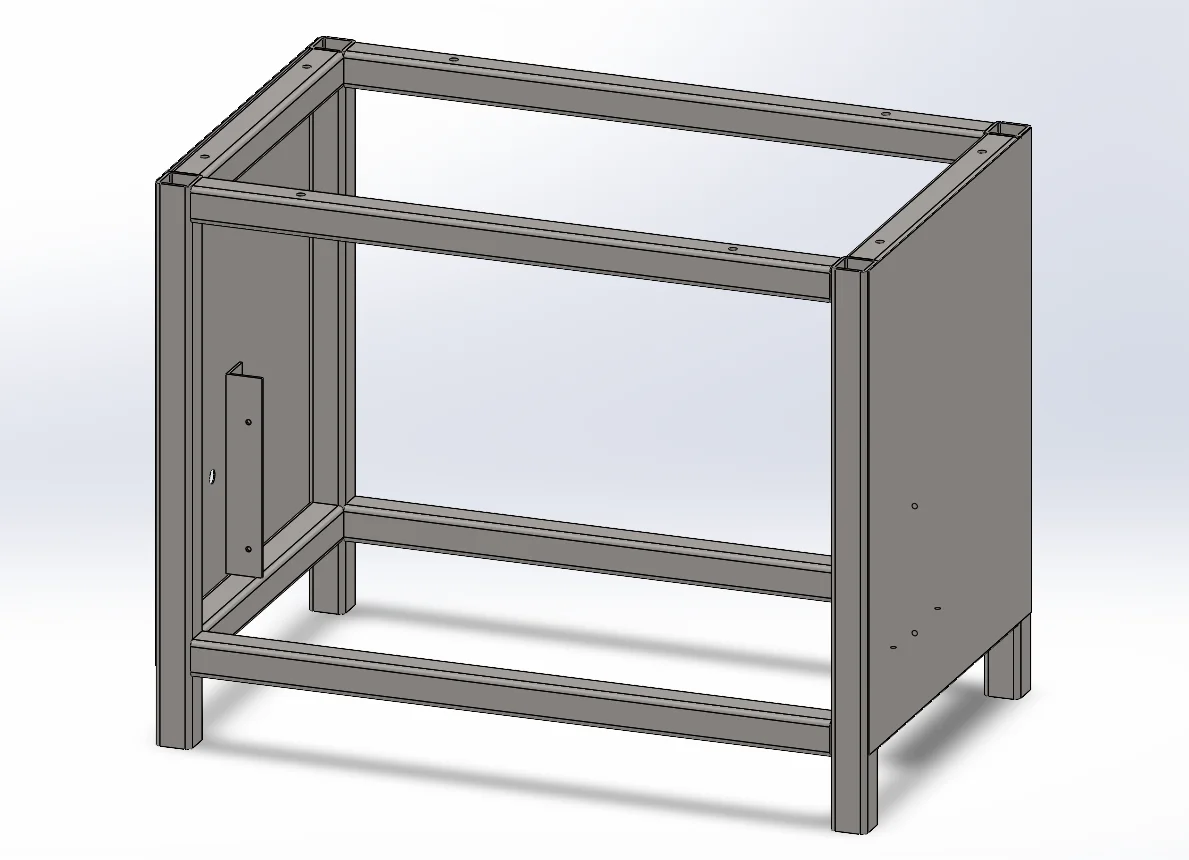
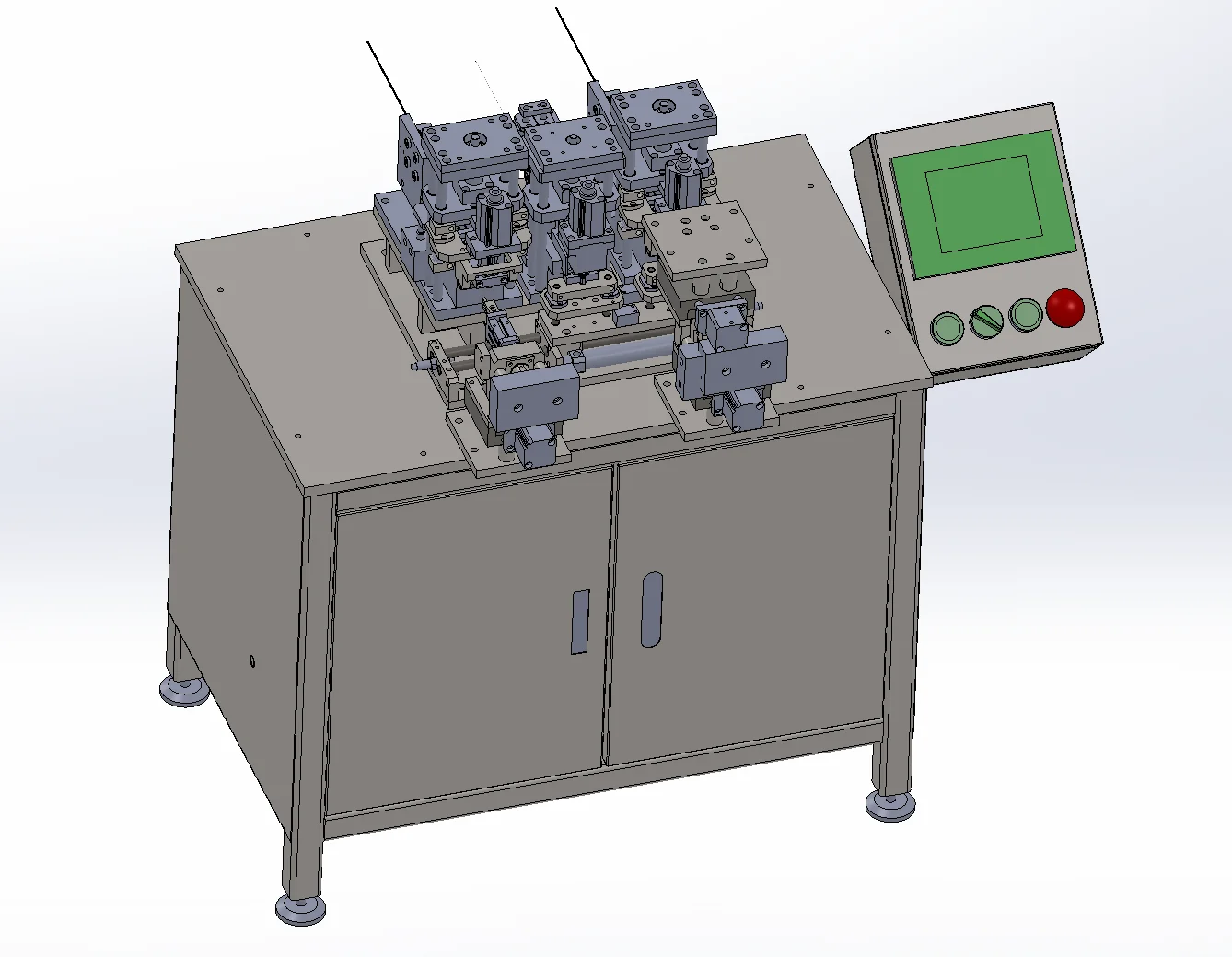
① 整机结构与机架设计:设备采用钢制焊接支架+钣金封板结构(图3),整体稳固,防护性强。操作台上布置两组独立装配单元及控制面板(图1),下方为电控与气源模块区,结构紧凑、维修便捷。
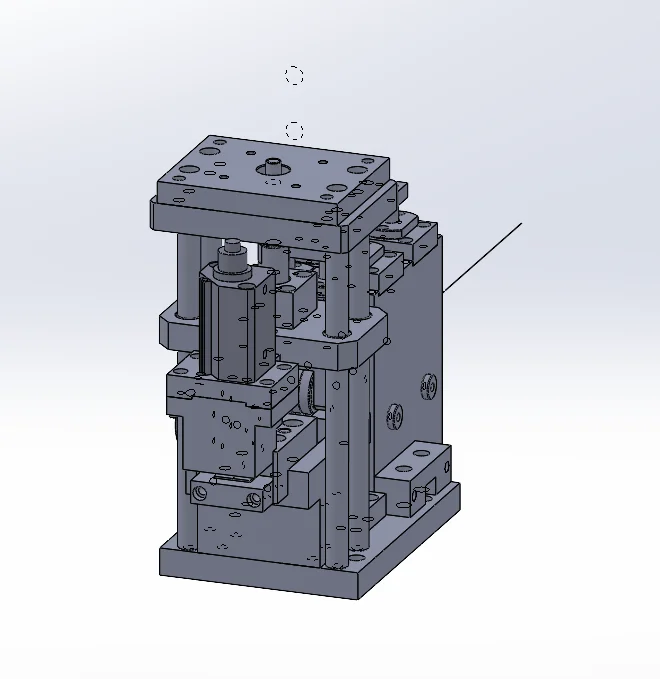
② 装配执行机构:核心装配单元采用双导向立式气缸+滑台导轨系统(图2),保证上下运动的平稳性与精度。配合限位传感器与定位销,实现高重复定位(精度±0.03mm)。上模由气缸带动完成压装,下模采用快换结构,可适应多规格零件。
③ 控制系统与人机交互:设备右侧设有一体化控制面板(图1),包括触摸屏、启动/停止按钮与急停开关。系统以PLC为核心控制单元,负责气缸顺序动作、节拍控制与异常检测,确保运行安全稳定。
④ 气动系统与信号反馈:采用SMC气动元件,气源经三联件稳压过滤后分配至各工位。系统配备压力传感器与行程开关,实时监控动作状态并反馈至控制端,实现闭环控制。
⑤ 设计分析与性能参数:设备外形尺寸约1000×650×900mm,设计节拍为3秒/件。通过SolidWorks建模及有限元分析,验证结构刚度与载荷分布合理,最大变形量不超过0.2mm。气动系统响应时间约0.15s,满足快速压装需求。
项目历时10周,完成了从机构设计、零部件装配到电控程序编制的全流程。整机实现了双工位并行装配、自动检测与安全联锁功能,显著提升了生产效率与一致性。
该设计展示了机械结构、气动传动与控制逻辑的综合应用,为后续多工位自动化设备研发提供了技术参考与实践经验。
#机械设计 #自动装配设备 #气动控制 #双工位结构 #PLC系统 #SolidWorks建模 #机械自动化 #精密装配 #结构仿真
设备主要由以下五部分组成:
① 整机结构与机架设计:设备采用钢制焊接支架+钣金封板结构(图3),整体稳固,防护性强。操作台上布置两组独立装配单元及控制面板(图1),下方为电控与气源模块区,结构紧凑、维修便捷。
② 装配执行机构:核心装配单元采用双导向立式气缸+滑台导轨系统(图2),保证上下运动的平稳性与精度。配合限位传感器与定位销,实现高重复定位(精度±0.03mm)。上模由气缸带动完成压装,下模采用快换结构,可适应多规格零件。
③ 控制系统与人机交互:设备右侧设有一体化控制面板(图1),包括触摸屏、启动/停止按钮与急停开关。系统以PLC为核心控制单元,负责气缸顺序动作、节拍控制与异常检测,确保运行安全稳定。
④ 气动系统与信号反馈:采用SMC气动元件,气源经三联件稳压过滤后分配至各工位。系统配备压力传感器与行程开关,实时监控动作状态并反馈至控制端,实现闭环控制。
⑤ 设计分析与性能参数:设备外形尺寸约1000×650×900mm,设计节拍为3秒/件。通过SolidWorks建模及有限元分析,验证结构刚度与载荷分布合理,最大变形量不超过0.2mm。气动系统响应时间约0.15s,满足快速压装需求。
项目历时10周,完成了从机构设计、零部件装配到电控程序编制的全流程。整机实现了双工位并行装配、自动检测与安全联锁功能,显著提升了生产效率与一致性。
该设计展示了机械结构、气动传动与控制逻辑的综合应用,为后续多工位自动化设备研发提供了技术参考与实践经验。
#机械设计 #自动装配设备 #气动控制 #双工位结构 #PLC系统 #SolidWorks建模 #机械自动化 #精密装配 #结构仿真