



1、【插入】---【工序】-【mill_planar】---【平面轮廓铣】,如下图所示:

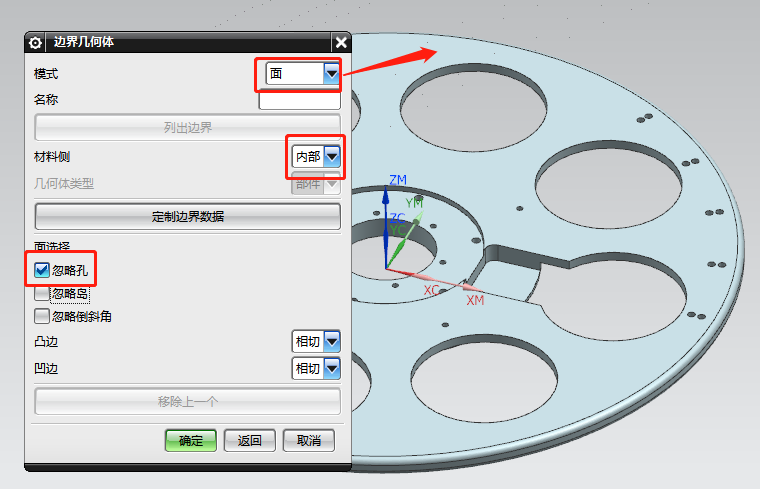
2、指定部件边界选择倒R角后的边界线,【面的边】---【材料侧内部】---【忽略孔】,如下图:
3、【新建刀具】---【用户自定义刀】,建立一把直径为D10,内R角为1MM的刀具(与产品表面的R角匹配),如下图所示:

4、编号1直线长度=刀具半径-倒角大小,刀具直径是10MM,倒R大小是1MM,那么直线长度为4MM
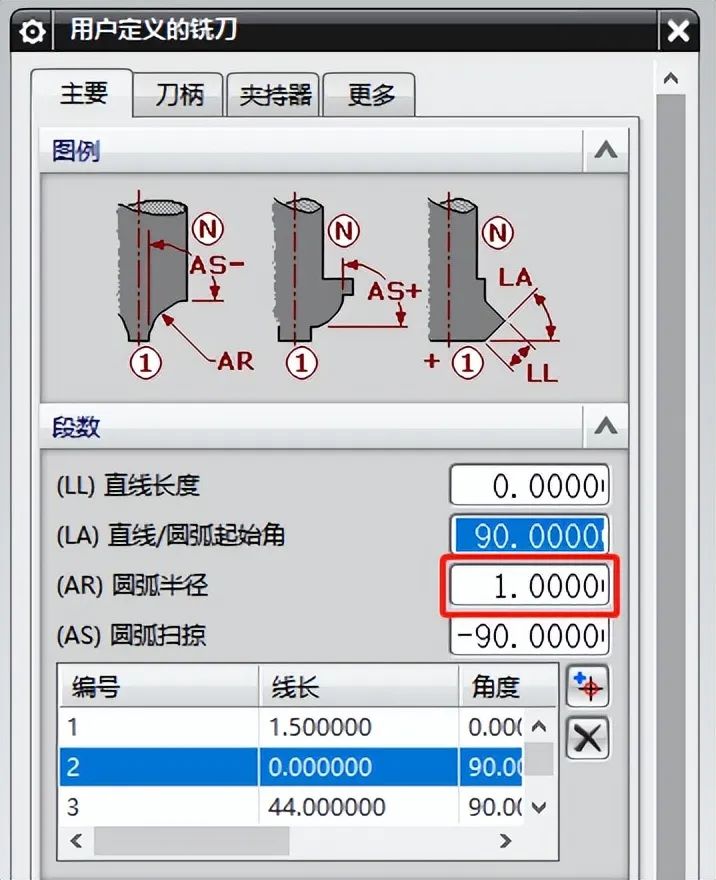
5、编号2圆弧半径为产品表面R角的大小,本例子表面R角为1MM,其他参数用默认即可
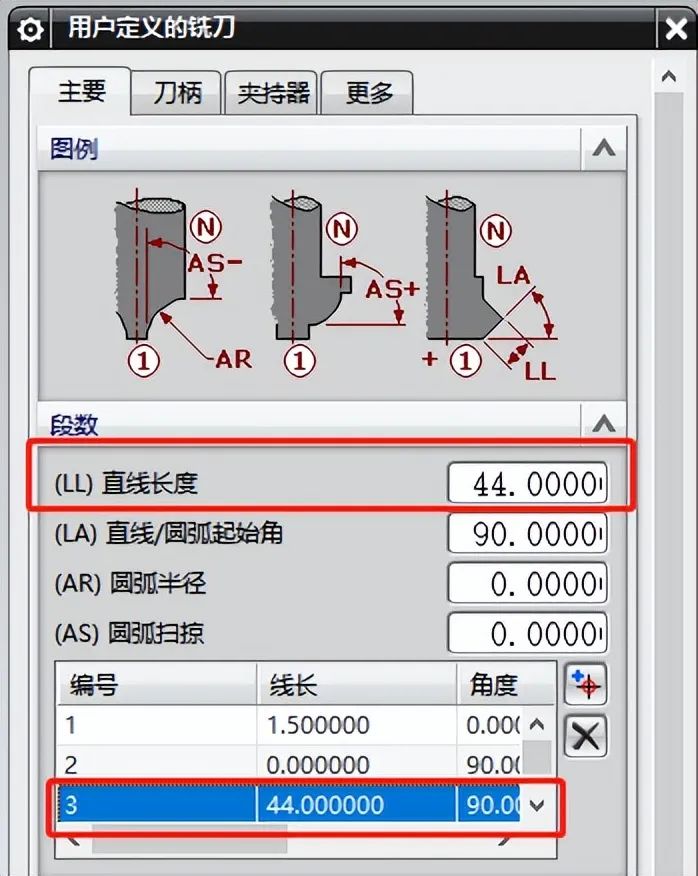
编号3直线长度为刀长不用更改用默认即可。
7、最关键在于刀具跟综点的设置,跟综点指的是指刀具什么位置与边界相切吻合,因为边界为倒R角后的边界,所以跟综点直径为刀具直径,距离为倒R角的大小,如下图所示:
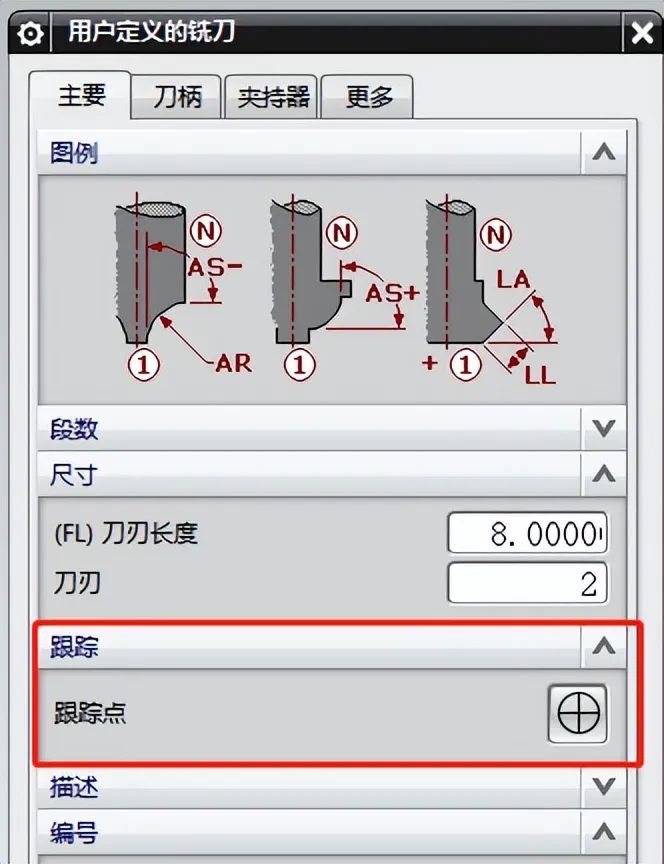
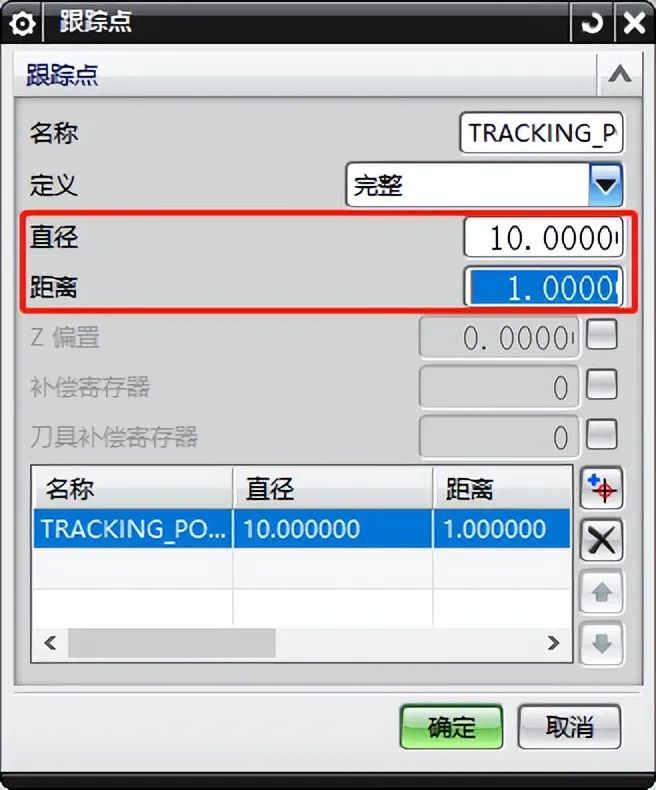
注意跟综点默认有两个,本例子只有一个跟综点删除一个即可。
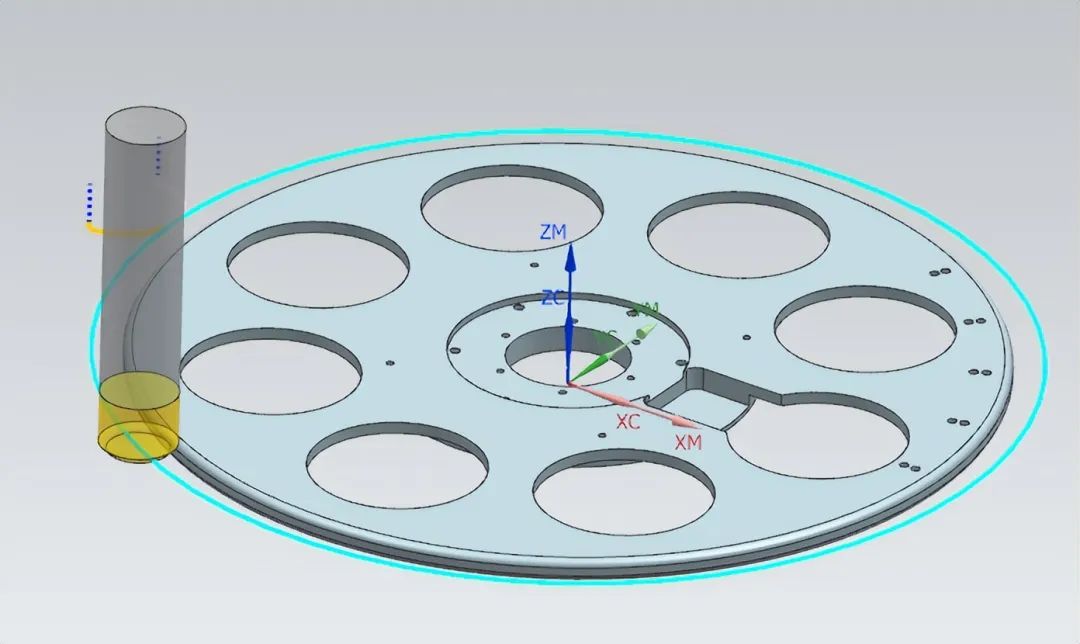
8、生成刀路如下图所示:
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将立即删除内容!
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将立即删除内容!
☞☞拒绝混日子就来青华学习吧!
☛☛想加入"模具/编程交流群或需要UG软件安装包" 可以加微信:qhmjgk-2020,发送“ 进群 或安装包” ☛☛转发分享到朋友圈并截图发给小编免费领取UG软件安装包,UG外挂,后处理等学习资料。

青华19年历程,专注于UG技术服务,用心打造专业的UG模具实战培训机构,常年开设UG产品设计、Pro/E产品设计、UG模具设计、UG数控编程、五轴编程、PowerMILL编程、五金模具设计等王牌课程。
 因为您的爱心,会点亮更多人的生命!感谢您!
因为您的爱心,会点亮更多人的生命!感谢您!