



一、双色注塑到底是啥?
简单说,就是用两台注塑机或一套双色模具,把两种不同颜色、不同材质的塑料,一次性注塑成一个完整产品的工艺。像双色按键(软胶边缘+硬胶主体)、渐变水杯、带防滑胶的手柄,都是靠它做出来的,不用后续拼接粘贴,效率高还能实现特殊外观和功能。
二、小白必懂:2种核心工艺原理
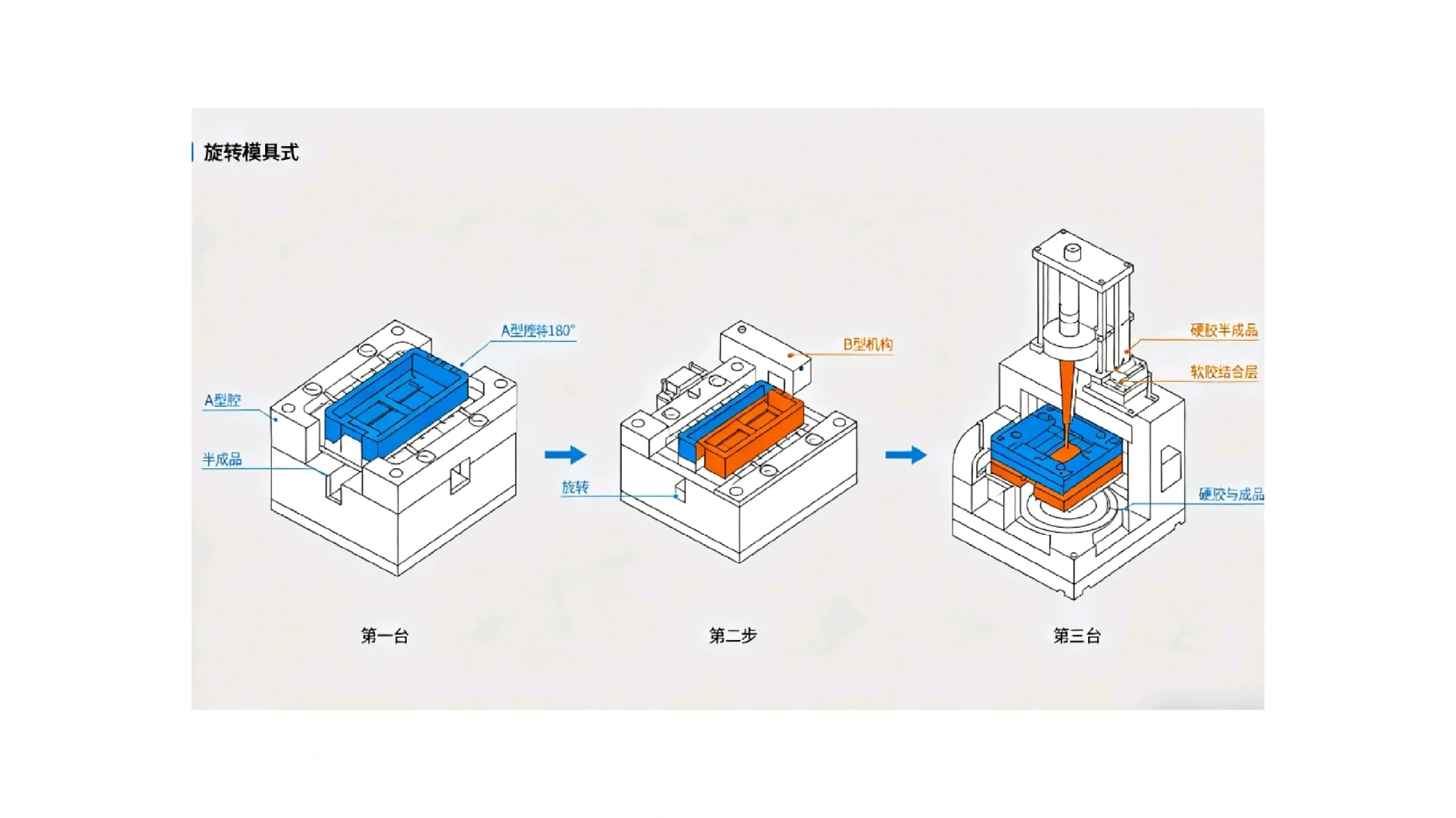
1. 旋转模具式(最常用)
1. 第一步:第一台注塑机将第一种塑料(如硬胶)注入模具A型腔,冷却定型后得到“半成品”。
2. 第二步:模具“旋转机构”转180°,把半成品移到B型腔。
3. 第三步:第二台注塑机注入第二种塑料(如软胶),新塑料与半成品紧密结合,冷却开模即得双色成品。
2. 移动型芯式
原理更简单:模具内有可移动的“型芯”(产品内部模具零件)。
1. 先注第一种塑料,型芯在A位置,形成产品第一部分。
2. 型芯移到B位置,腾出空间注第二种塑料,两种材料在模具内融合成型。
三、双色注塑必须注意的6个要点
1. 材料搭配不能乱
两种塑料得“能粘在一起”,不然成品会分层掉块!
- 优先选同系列材料:如PP+PP(不同色)、ABS+ABS,兼容性最好。
- 跨材质选粘性组合:如PC+TPU(软胶包硬胶常用)、ABS+PC,别选PE+ABS(基本粘不牢)。
2. 模具设计是关键
- 结合面要粗糙:别做光滑平面,可设计小凹槽、纹路,让第二种塑料“咬”住第一种,防脱落。
- 排气孔要够多:双色注塑易裹空气,没排气孔会出气泡、缺料,交接处需多开排气。
- 温度控制严:A型腔(注第一种料)和B型腔(注第二种料)温度可能不同(如软胶需低温、硬胶需高温),模具得分别控温。
3. 结构设计别太复杂
- 厚度差别别太大:如第一色厚5mm、第二色厚0.5mm,薄的易填充不满、开裂。
- 交界线别太细:如交接处仅0.2mm宽,生产易错位,外观歪斜。
4. 成本预算要提前算
- 模具贵:双色模具比普通模具贵30%-50%,因多了旋转/移动机构,加工更复杂。
- 量产才划算:小批量(如几百个)不建议做,模具成本分摊高,建议量产1万件以上。
5. 找对工厂很重要
不是所有注塑厂都能做!需确认工厂有“双色注塑机”+“经验调机师傅”,最好看其类似样品,检查做工和是否分层。
双色注塑能让产品颜值、功能翻倍,但前期细节没做好易踩坑!新手建议从简单双色结构入手,多和工厂沟通,慢慢就能掌握。
简单说,就是用两台注塑机或一套双色模具,把两种不同颜色、不同材质的塑料,一次性注塑成一个完整产品的工艺。像双色按键(软胶边缘+硬胶主体)、渐变水杯、带防滑胶的手柄,都是靠它做出来的,不用后续拼接粘贴,效率高还能实现特殊外观和功能。
二、小白必懂:2种核心工艺原理
1. 旋转模具式(最常用)
1. 第一步:第一台注塑机将第一种塑料(如硬胶)注入模具A型腔,冷却定型后得到“半成品”。
2. 第二步:模具“旋转机构”转180°,把半成品移到B型腔。
3. 第三步:第二台注塑机注入第二种塑料(如软胶),新塑料与半成品紧密结合,冷却开模即得双色成品。
2. 移动型芯式
原理更简单:模具内有可移动的“型芯”(产品内部模具零件)。
1. 先注第一种塑料,型芯在A位置,形成产品第一部分。
2. 型芯移到B位置,腾出空间注第二种塑料,两种材料在模具内融合成型。
三、双色注塑必须注意的6个要点
1. 材料搭配不能乱
两种塑料得“能粘在一起”,不然成品会分层掉块!
- 优先选同系列材料:如PP+PP(不同色)、ABS+ABS,兼容性最好。
- 跨材质选粘性组合:如PC+TPU(软胶包硬胶常用)、ABS+PC,别选PE+ABS(基本粘不牢)。
2. 模具设计是关键
- 结合面要粗糙:别做光滑平面,可设计小凹槽、纹路,让第二种塑料“咬”住第一种,防脱落。
- 排气孔要够多:双色注塑易裹空气,没排气孔会出气泡、缺料,交接处需多开排气。
- 温度控制严:A型腔(注第一种料)和B型腔(注第二种料)温度可能不同(如软胶需低温、硬胶需高温),模具得分别控温。
3. 结构设计别太复杂
- 厚度差别别太大:如第一色厚5mm、第二色厚0.5mm,薄的易填充不满、开裂。
- 交界线别太细:如交接处仅0.2mm宽,生产易错位,外观歪斜。
4. 成本预算要提前算
- 模具贵:双色模具比普通模具贵30%-50%,因多了旋转/移动机构,加工更复杂。
- 量产才划算:小批量(如几百个)不建议做,模具成本分摊高,建议量产1万件以上。
5. 找对工厂很重要
不是所有注塑厂都能做!需确认工厂有“双色注塑机”+“经验调机师傅”,最好看其类似样品,检查做工和是否分层。
双色注塑能让产品颜值、功能翻倍,但前期细节没做好易踩坑!新手建议从简单双色结构入手,多和工厂沟通,慢慢就能掌握。