


注塑成型里热流道温度的重要性,注塑人必看!
宝子们今天来聊聊注塑成型中热流道温度的那些事儿~热流道温度可是注塑里超关键的控制参数,对产品质量、性能和生产效率影响老大了!
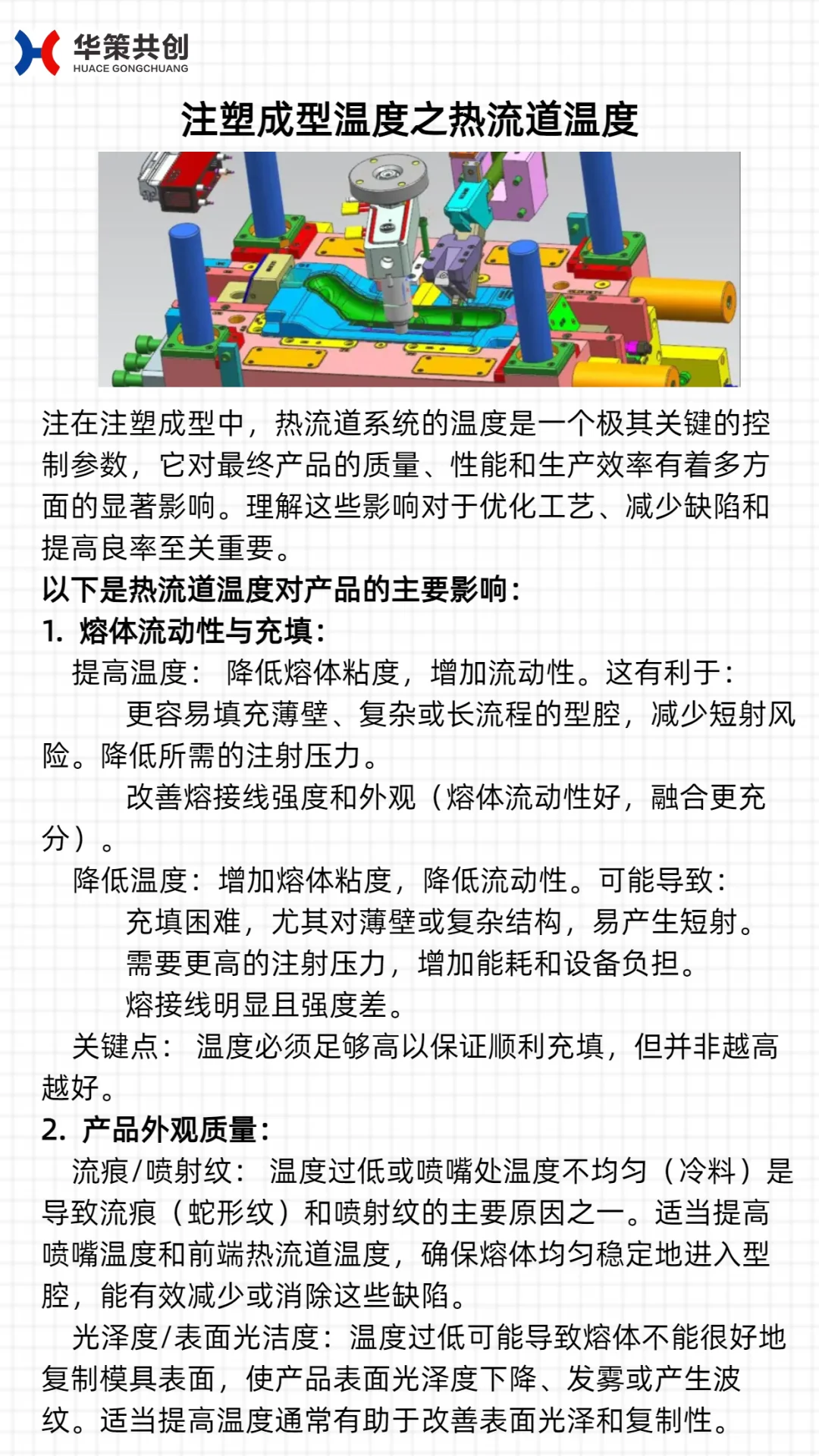
先说说熔体流动性与充填这块。温度高的话,熔体粘度会降低,流动性就变好啦。这样一来,薄壁、复杂或者长流程的型腔就更容易被填满,能减少短射的风险,还能降低注射压力呢。而且熔体流动性好,融合更充分,熔接线的强度和外观也能得到改善。
要是温度低了,熔体粘度会增加,流动性就变差。这时候充填就困难啦,特别是薄壁或者复杂结构的产品,很容易出现短射。还得用更高的注射压力,既增加能耗,又给设备增加负担,熔接线也会明显且强度差。不过要注意,温度得足够高保证顺利充填,但不是越高越好哦。
再看看产品外观质量。流痕或者喷射纹,很多时候是因为温度过低或者喷嘴处温度不均匀(有冷料)。适当提高喷嘴温度和前端热流道温度,让熔体均匀稳定地进入型腔,就能有效减少甚至消除这些缺陷。
还有光泽度和表面光洁度,温度太低的话,熔体不能很好地复制模具表面,产品表面光泽度会下降,还可能发雾或者产生波纹。适当提高温度,通常能改善表面光泽和复制性。
所以说,控制好热流道温度,对咱们做注塑的太重要啦,能优化工艺、减少缺陷、提高良率~#科学注塑
#注塑成型#制造业
宝子们今天来聊聊注塑成型中热流道温度的那些事儿~热流道温度可是注塑里超关键的控制参数,对产品质量、性能和生产效率影响老大了!
先说说熔体流动性与充填这块。温度高的话,熔体粘度会降低,流动性就变好啦。这样一来,薄壁、复杂或者长流程的型腔就更容易被填满,能减少短射的风险,还能降低注射压力呢。而且熔体流动性好,融合更充分,熔接线的强度和外观也能得到改善。
要是温度低了,熔体粘度会增加,流动性就变差。这时候充填就困难啦,特别是薄壁或者复杂结构的产品,很容易出现短射。还得用更高的注射压力,既增加能耗,又给设备增加负担,熔接线也会明显且强度差。不过要注意,温度得足够高保证顺利充填,但不是越高越好哦。
再看看产品外观质量。流痕或者喷射纹,很多时候是因为温度过低或者喷嘴处温度不均匀(有冷料)。适当提高喷嘴温度和前端热流道温度,让熔体均匀稳定地进入型腔,就能有效减少甚至消除这些缺陷。
还有光泽度和表面光洁度,温度太低的话,熔体不能很好地复制模具表面,产品表面光泽度会下降,还可能发雾或者产生波纹。适当提高温度,通常能改善表面光泽和复制性。
所以说,控制好热流道温度,对咱们做注塑的太重要啦,能优化工艺、减少缺陷、提高良率~#科学注塑
#注塑成型#制造业