






由于我们车间数控铣床只负责所有模具的开粗(不需要打表、磨刀),都有固定位的,所以分为以下几点:
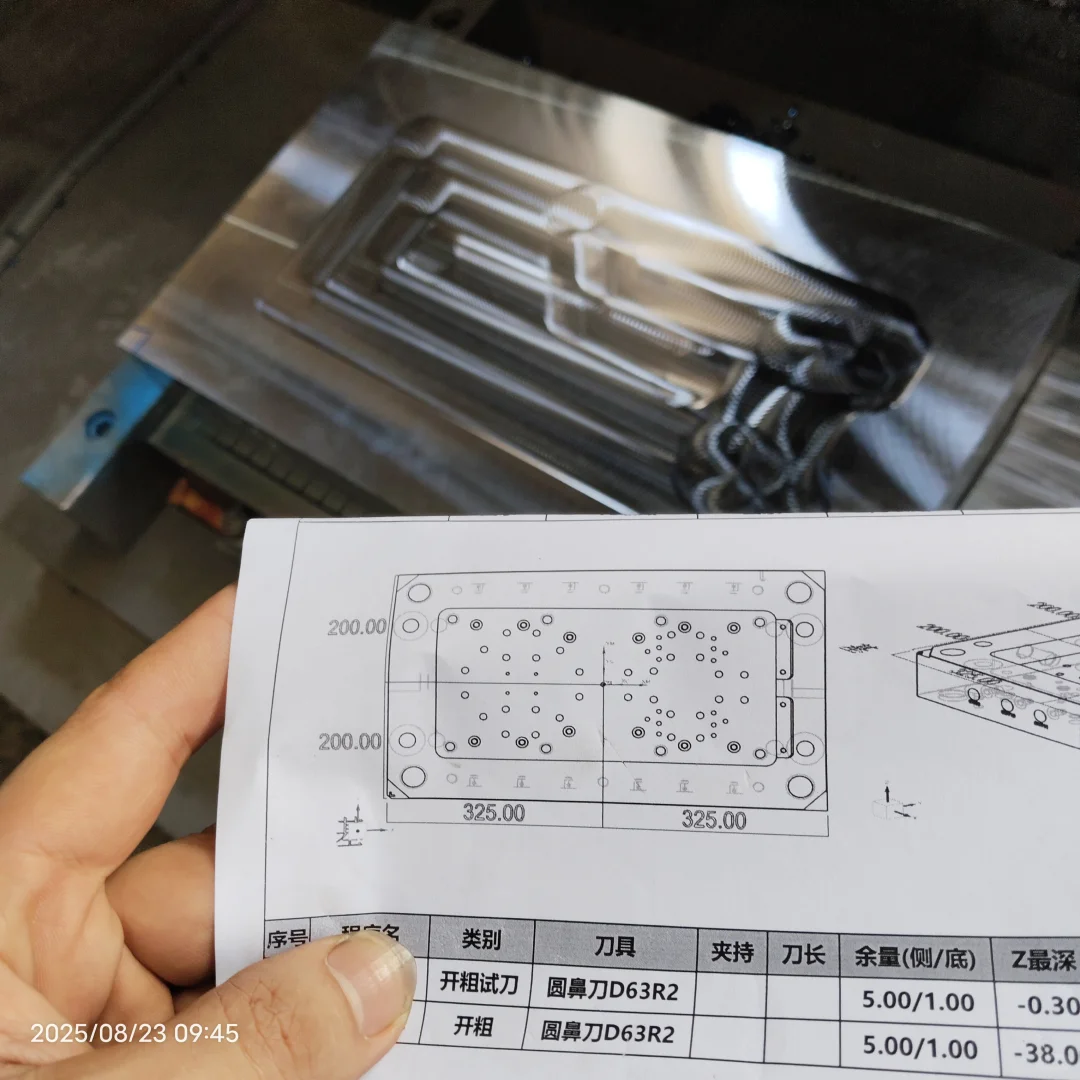
一:根据现场材料编号,拿cf储存卡去电脑里面拷贝程序并打印图纸
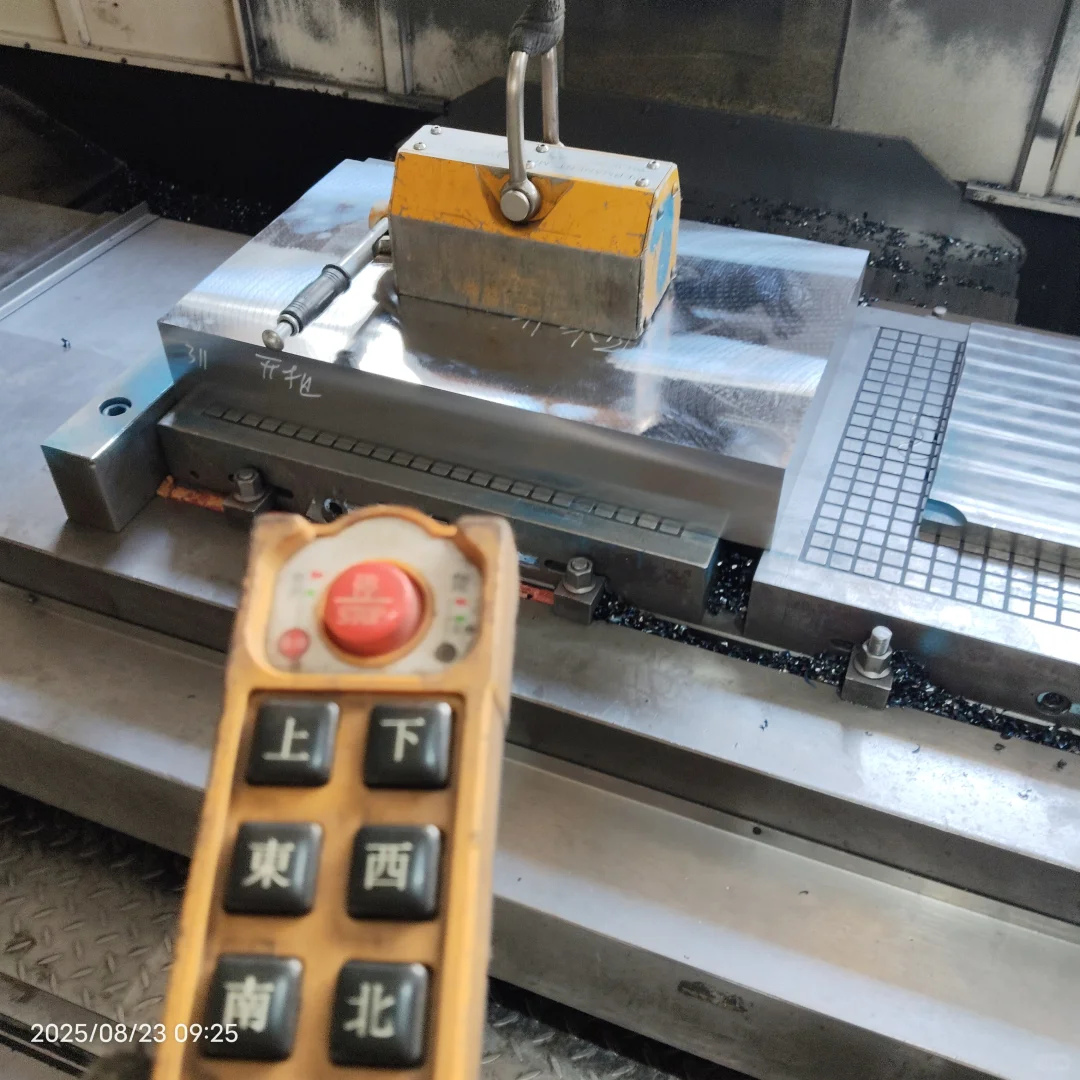
二:把模板原材料 按图纸方向摆放要求,用航车吊上机台靠紧挡板,再上磁铁
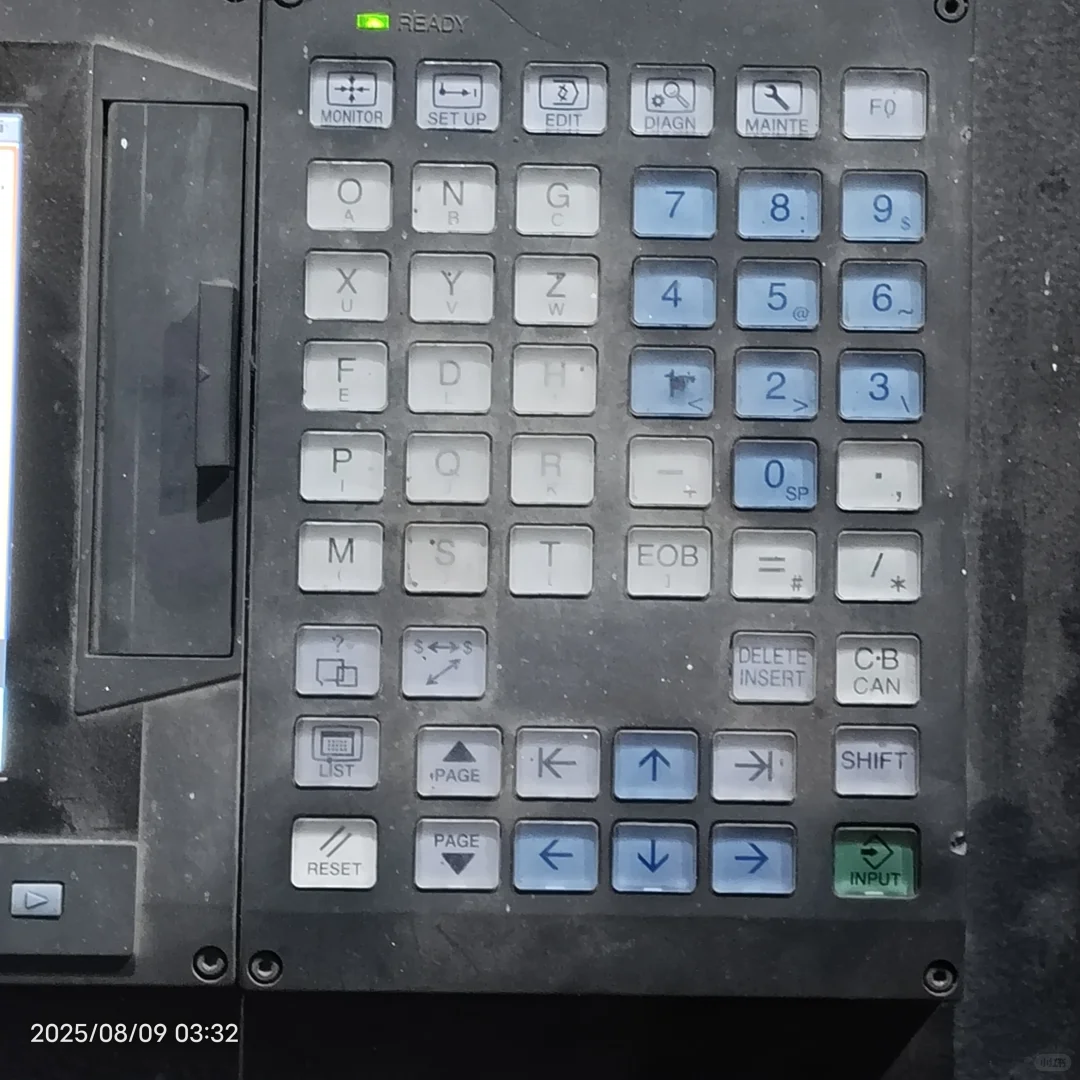
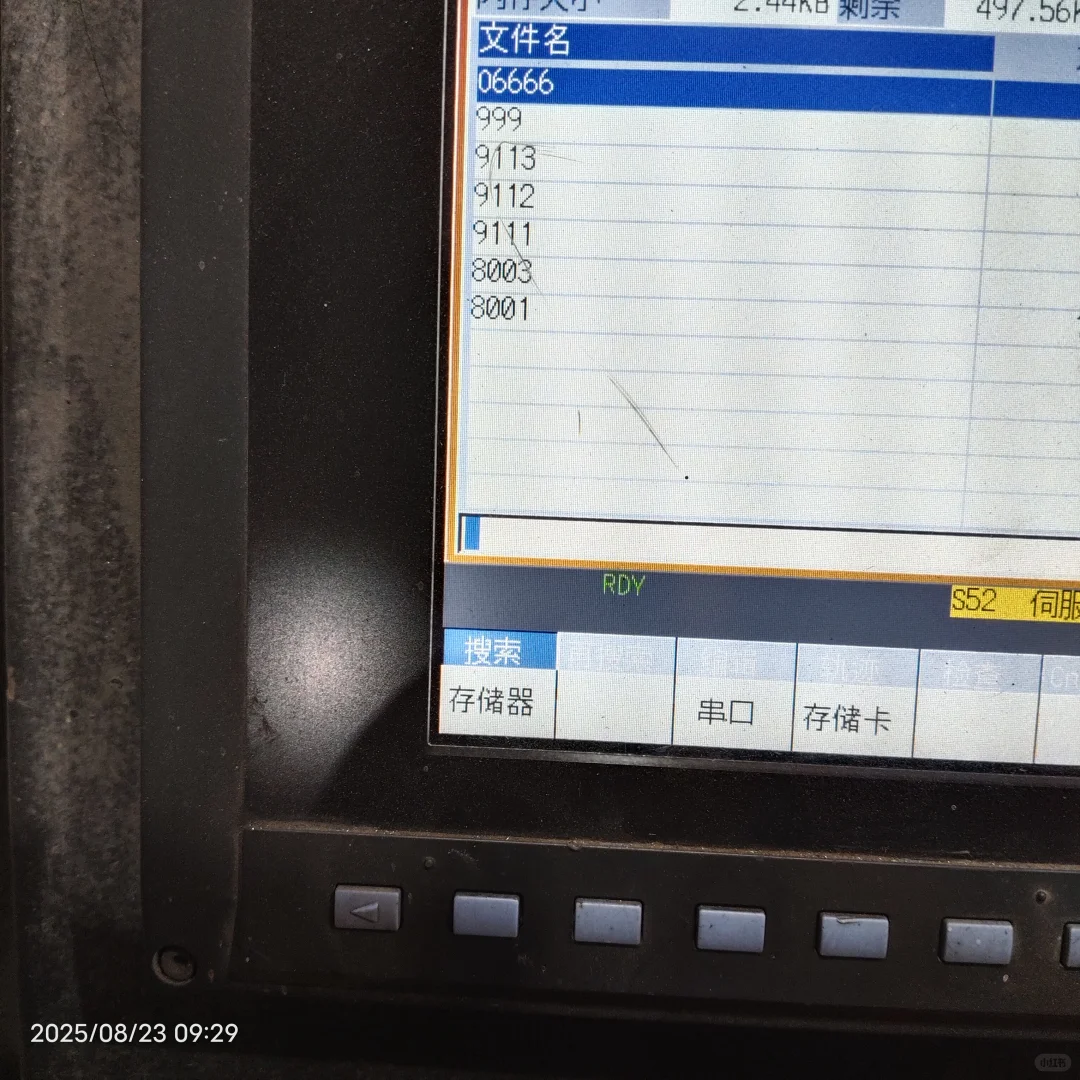
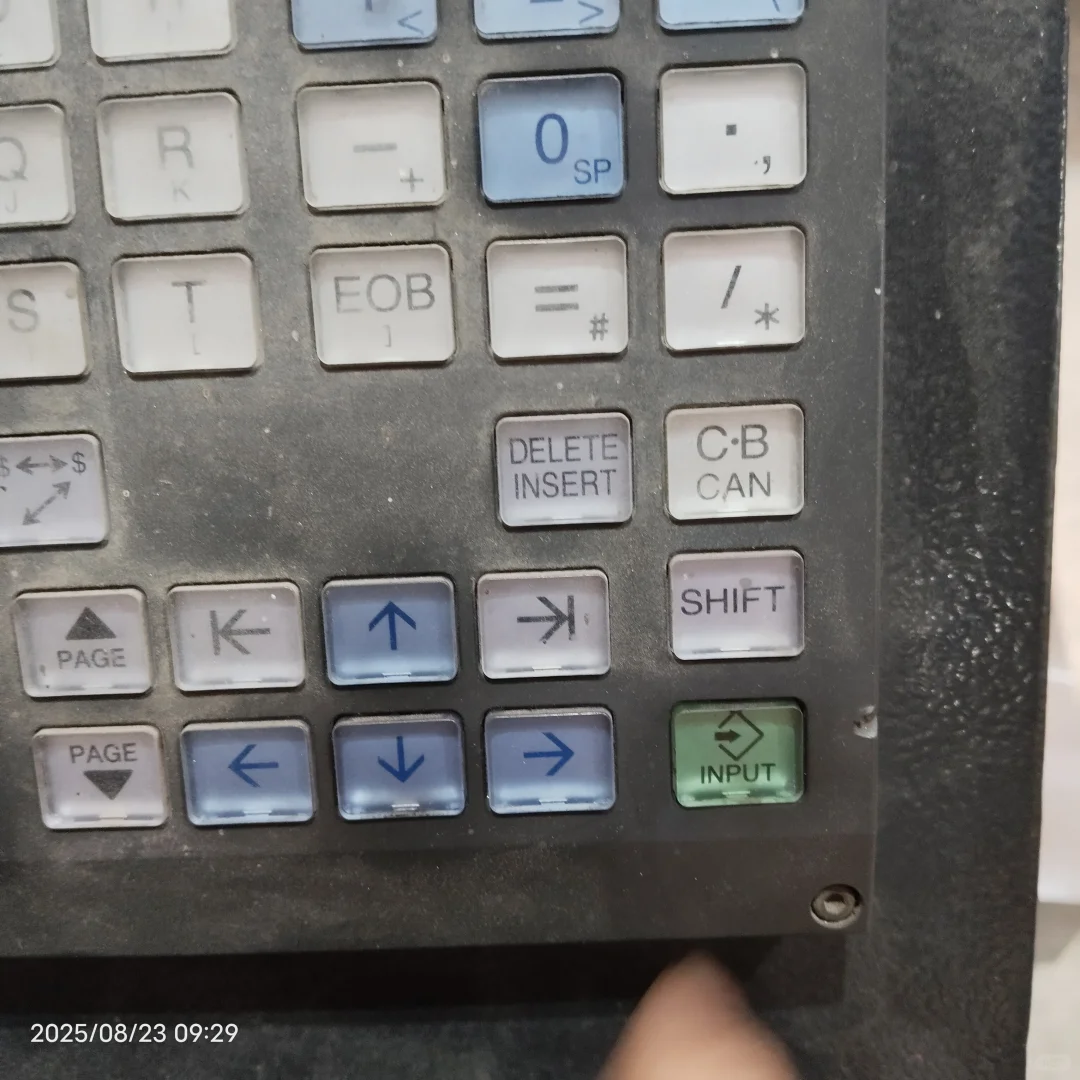
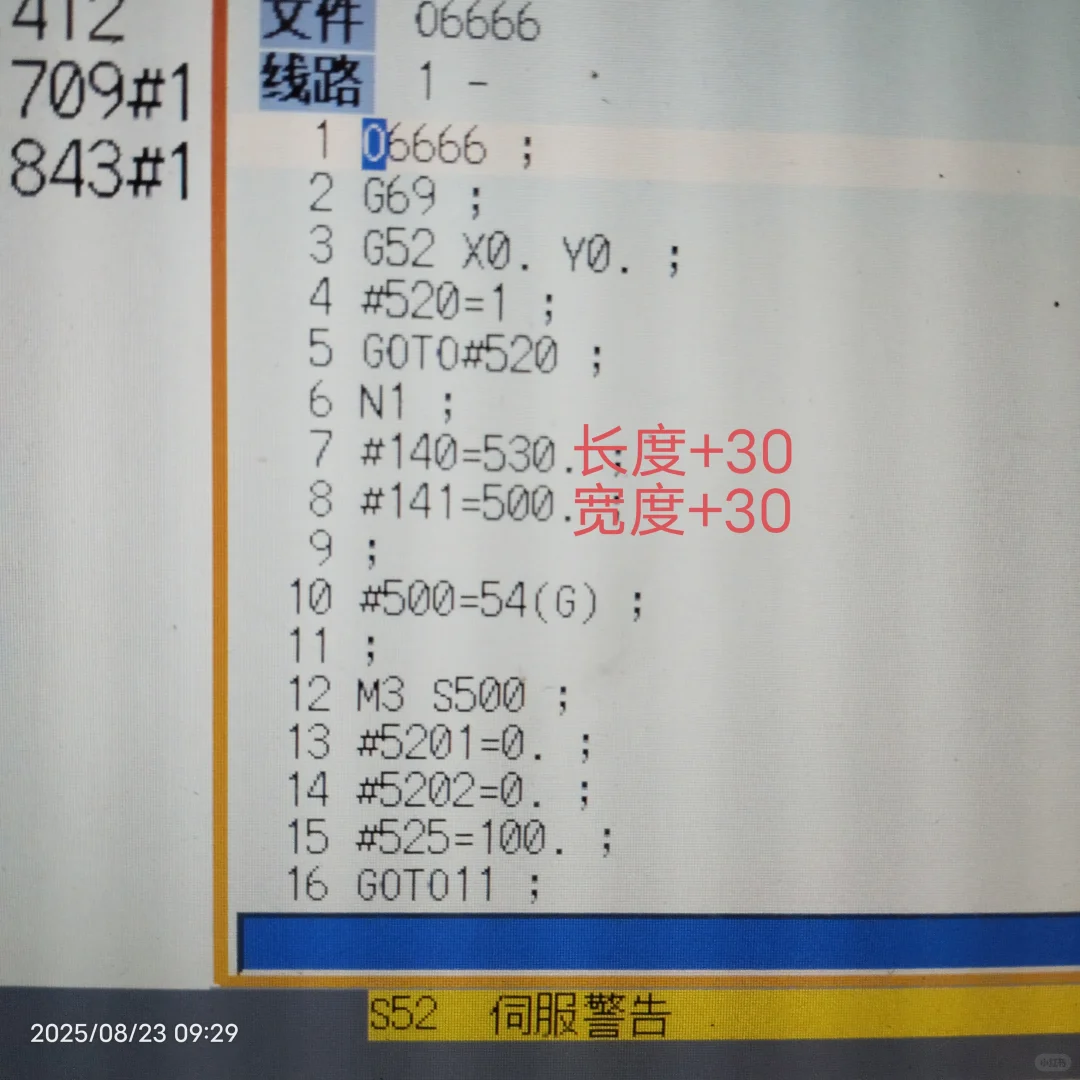
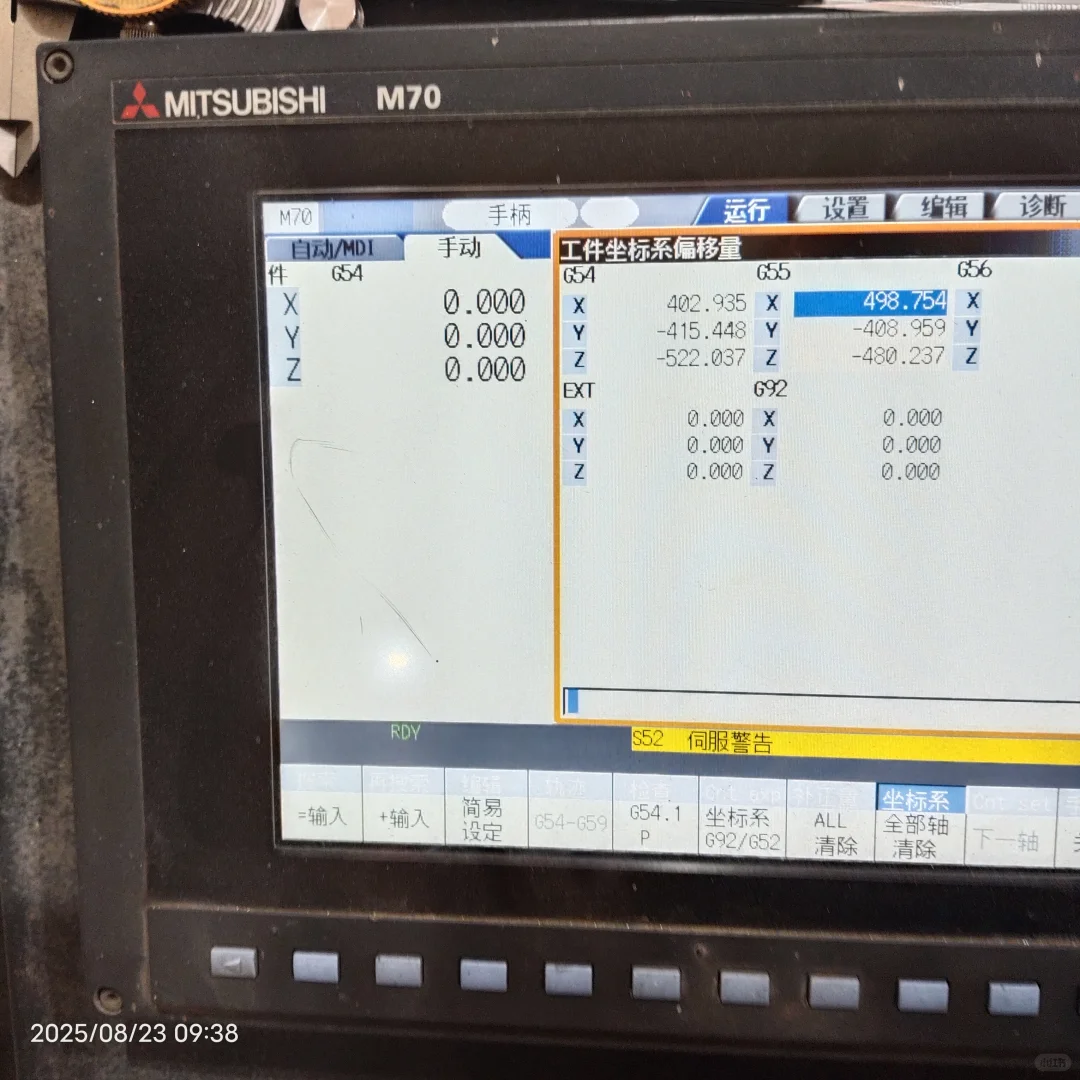
三:装上分中棒,用这里的专用分中程序(点屏幕左下角~搜索,储存器,6666,再点 INPUT输入)然后根据图纸长宽尺寸来修改。比如图纸长500宽470,那加30后就变成图片上的530和500(三菱系统是直接修改数字,法兰克系统需要点“等于号和数字加小数点,才可以修改)
四:对刀,通常以工件顶端为零,根据图纸要求选择刀具,再点~坐标系,按上下键移动到Z轴,再点 手轮模式,然后把刀具往Z轴方向摇到工件平面顶部动不了,再一格一格后退,当刀具能够转动,就可以了,再点~屏幕左下角“简易设定”再点RESET复位键。这样就对刀完成
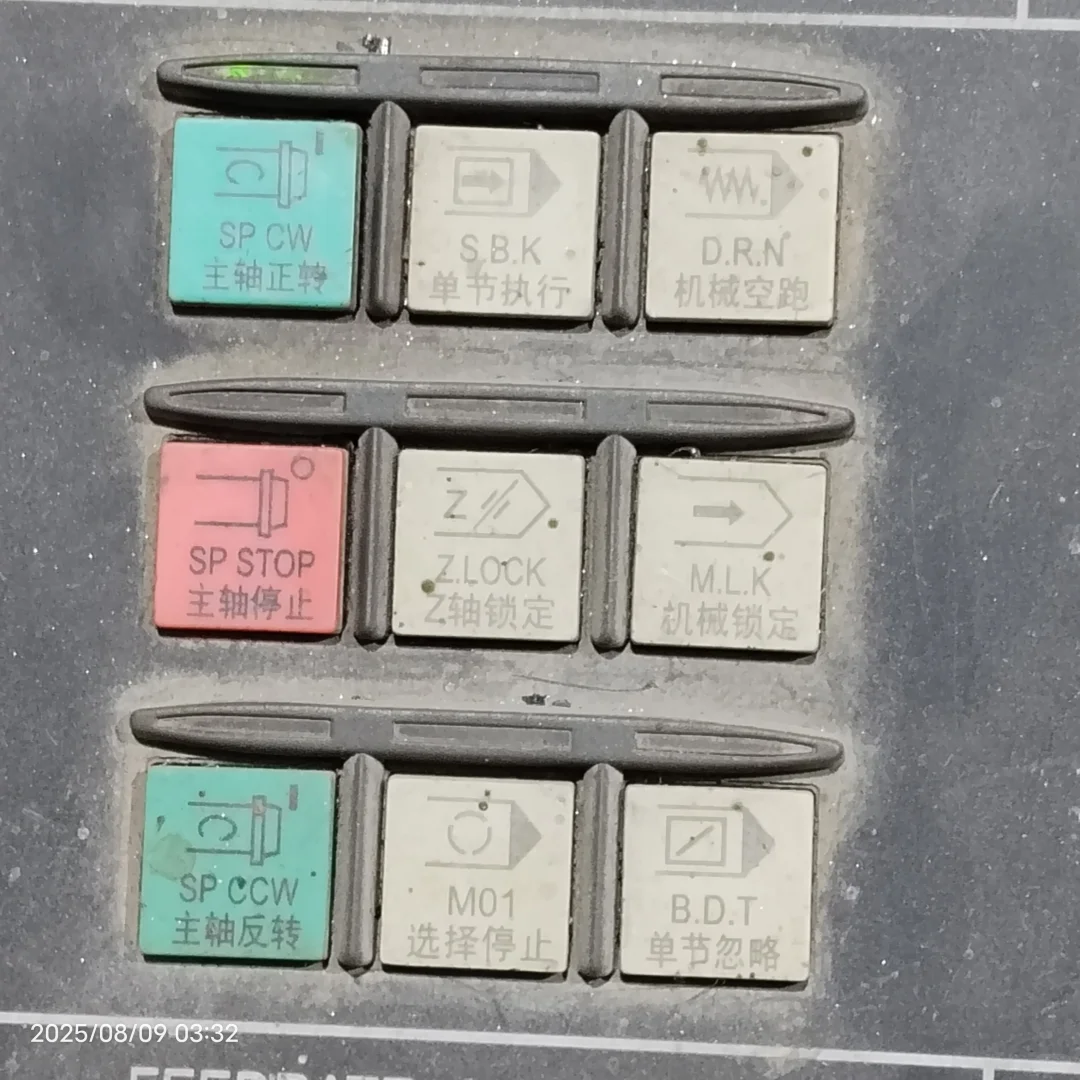
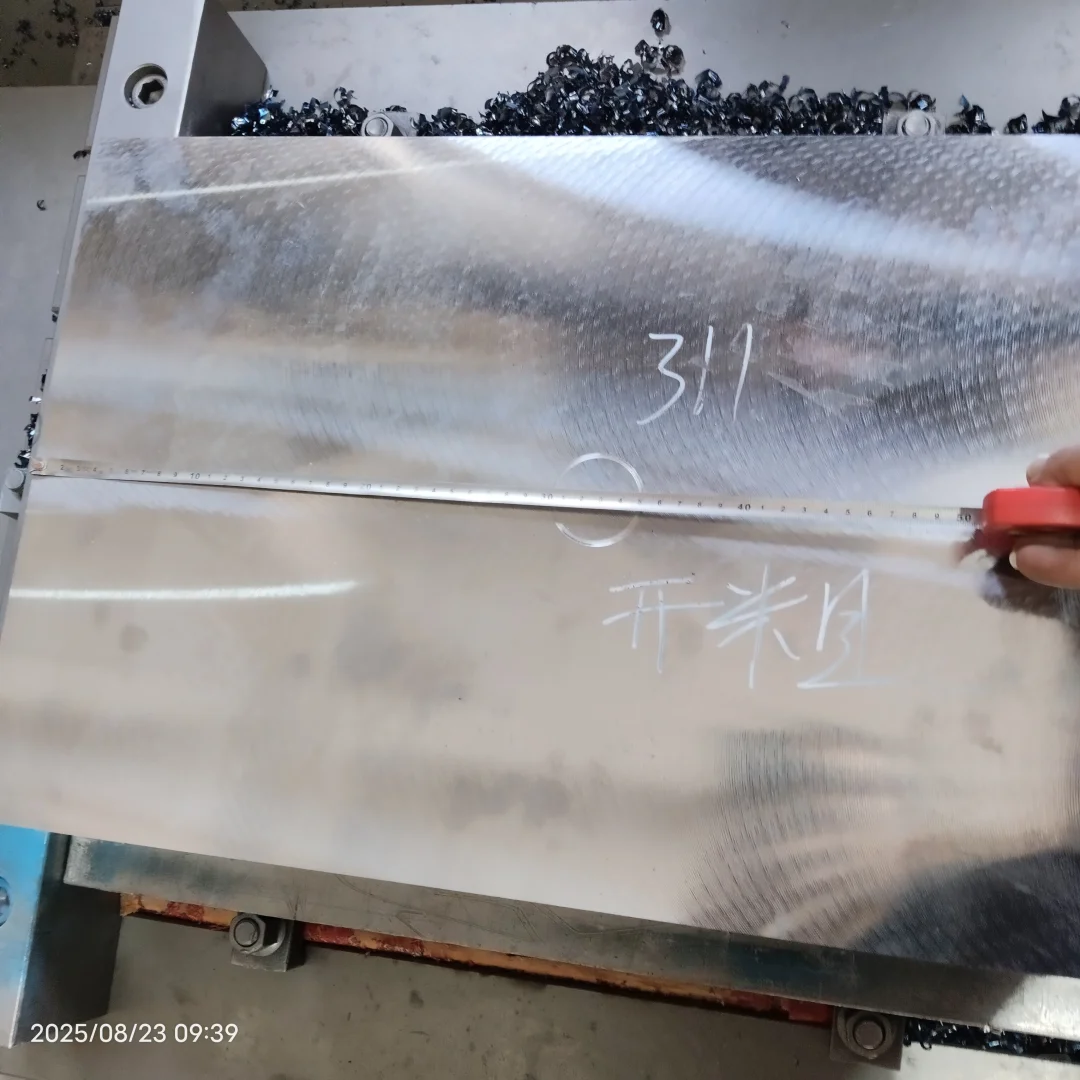
五:点主轴正转,然后拿手轮慢慢摇下Z轴到-0.1,刚好在正中间铣了一个圆圈⭕
然后拿尺子量一下分中有没有错,检查没问题后,开始下一步
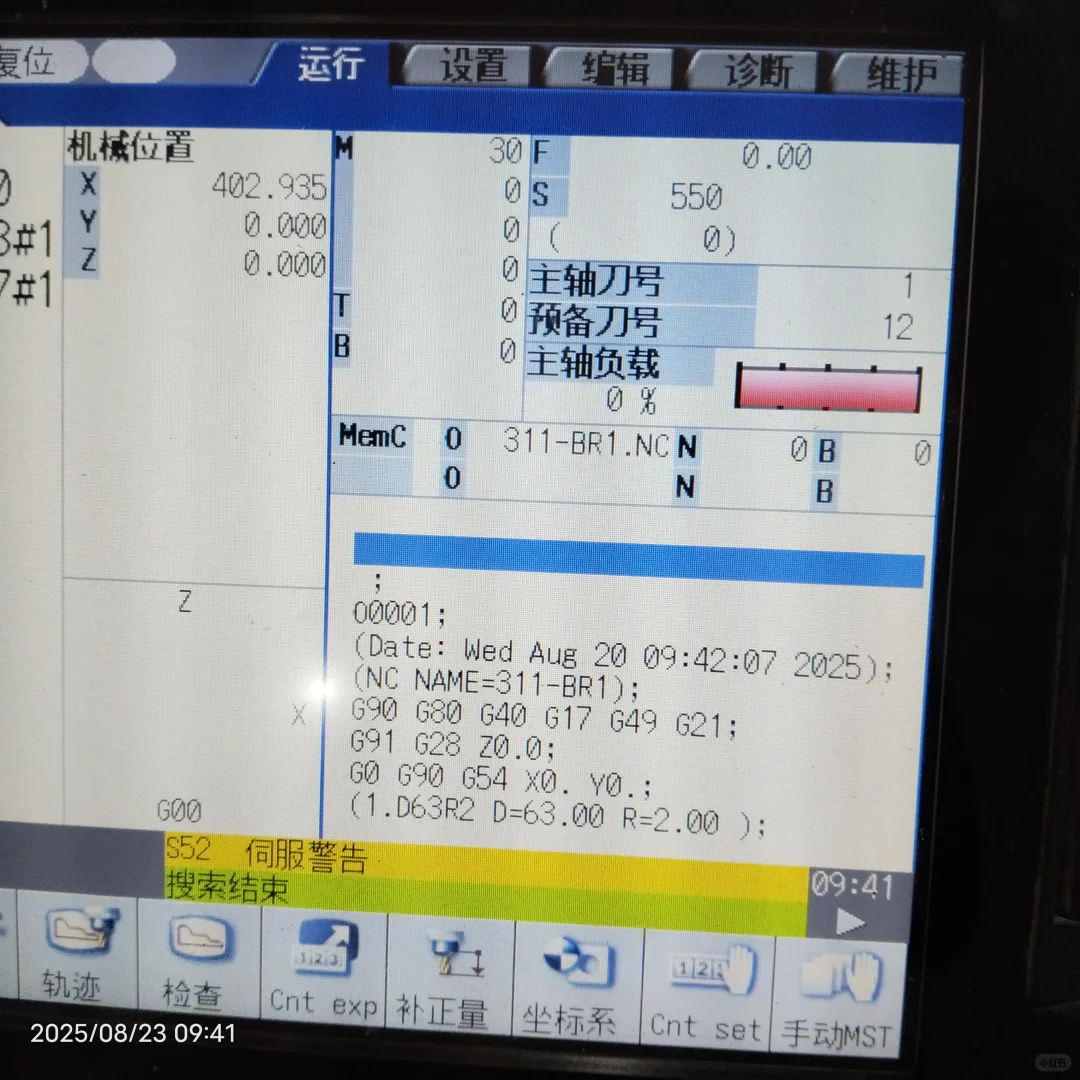
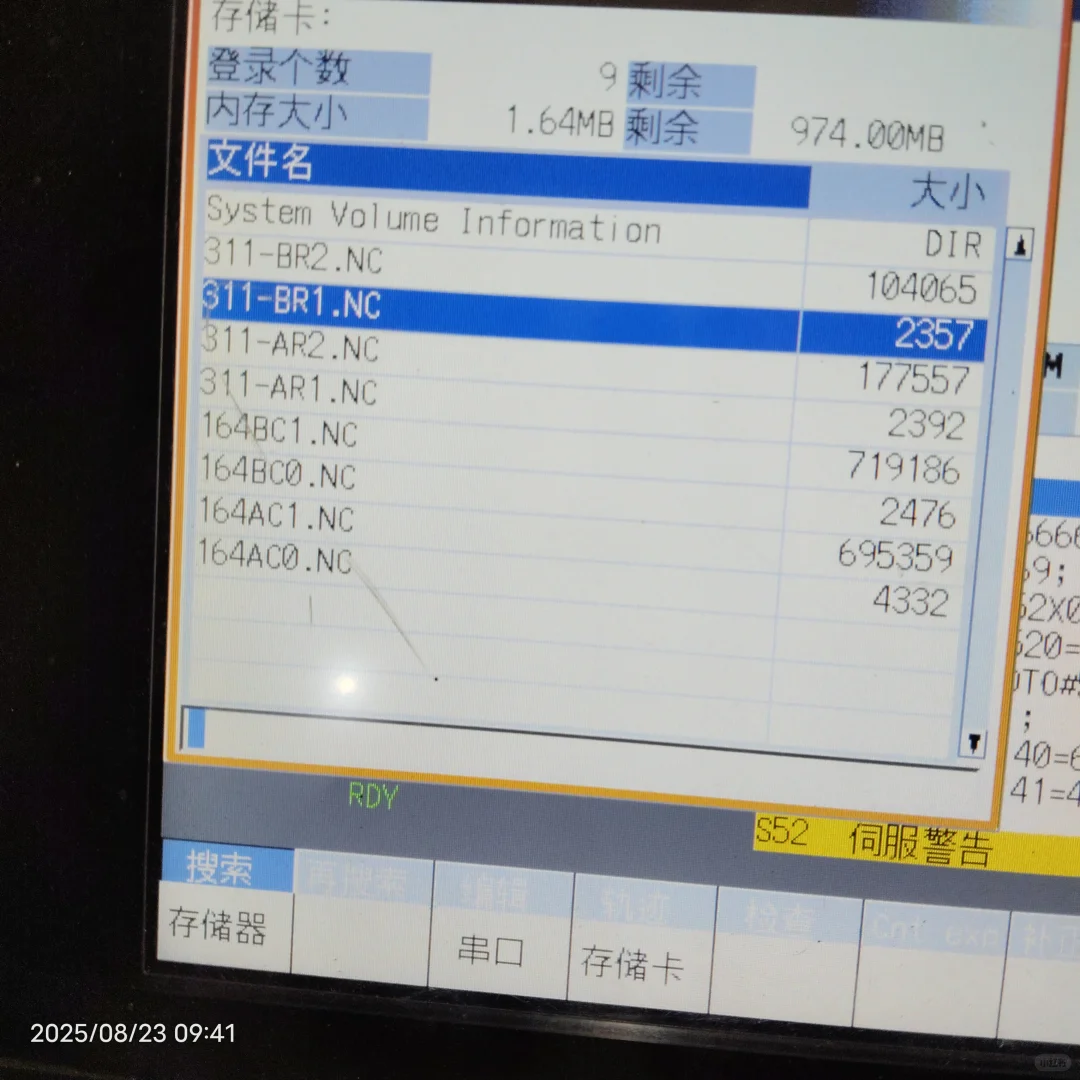
六:点屏幕左下角“搜索”☞存储卡☞选择图纸对应的程序名字。每张图纸都有一个试刀程序,所以我们先选择试刀程序,直接点 INPUT 就可以了。
然后点键盘上的“自动”,☞左下角的绿色按键“程序启动”主轴倍率 转到100,进给倍率 转到80左右,这样机器就开始工作了,等程序完成后,看一下形状是不是跟图纸差不多,然后再用同样的方式加工下一道程序。
一:根据现场材料编号,拿cf储存卡去电脑里面拷贝程序并打印图纸
二:把模板原材料 按图纸方向摆放要求,用航车吊上机台靠紧挡板,再上磁铁
三:装上分中棒,用这里的专用分中程序(点屏幕左下角~搜索,储存器,6666,再点 INPUT输入)然后根据图纸长宽尺寸来修改。比如图纸长500宽470,那加30后就变成图片上的530和500(三菱系统是直接修改数字,法兰克系统需要点“等于号和数字加小数点,才可以修改)
四:对刀,通常以工件顶端为零,根据图纸要求选择刀具,再点~坐标系,按上下键移动到Z轴,再点 手轮模式,然后把刀具往Z轴方向摇到工件平面顶部动不了,再一格一格后退,当刀具能够转动,就可以了,再点~屏幕左下角“简易设定”再点RESET复位键。这样就对刀完成
五:点主轴正转,然后拿手轮慢慢摇下Z轴到-0.1,刚好在正中间铣了一个圆圈⭕
然后拿尺子量一下分中有没有错,检查没问题后,开始下一步
六:点屏幕左下角“搜索”☞存储卡☞选择图纸对应的程序名字。每张图纸都有一个试刀程序,所以我们先选择试刀程序,直接点 INPUT 就可以了。
然后点键盘上的“自动”,☞左下角的绿色按键“程序启动”主轴倍率 转到100,进给倍率 转到80左右,这样机器就开始工作了,等程序完成后,看一下形状是不是跟图纸差不多,然后再用同样的方式加工下一道程序。