


这是一套用于发电机总成自动化装配的生产线系统,整线集成了输送、定位、装配、检测与下料多工序功能,实现从零件上料到整机装配的自动化闭环。项目周期约 10 周,是一次系统级机械设计与工程集成的综合实践。
一、总体设计思路
整线采用模块化设计 + 柔性传输系统理念:
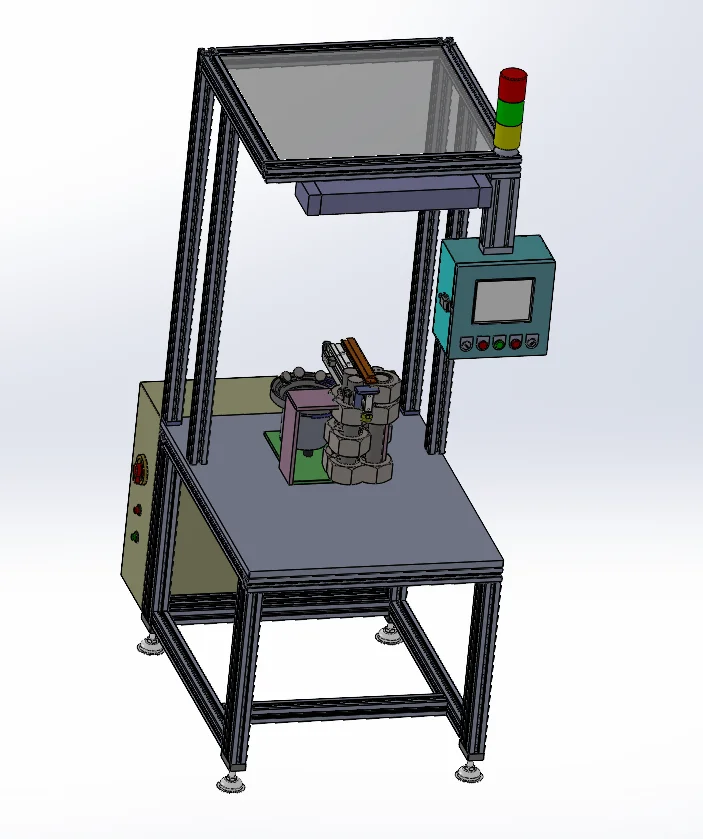
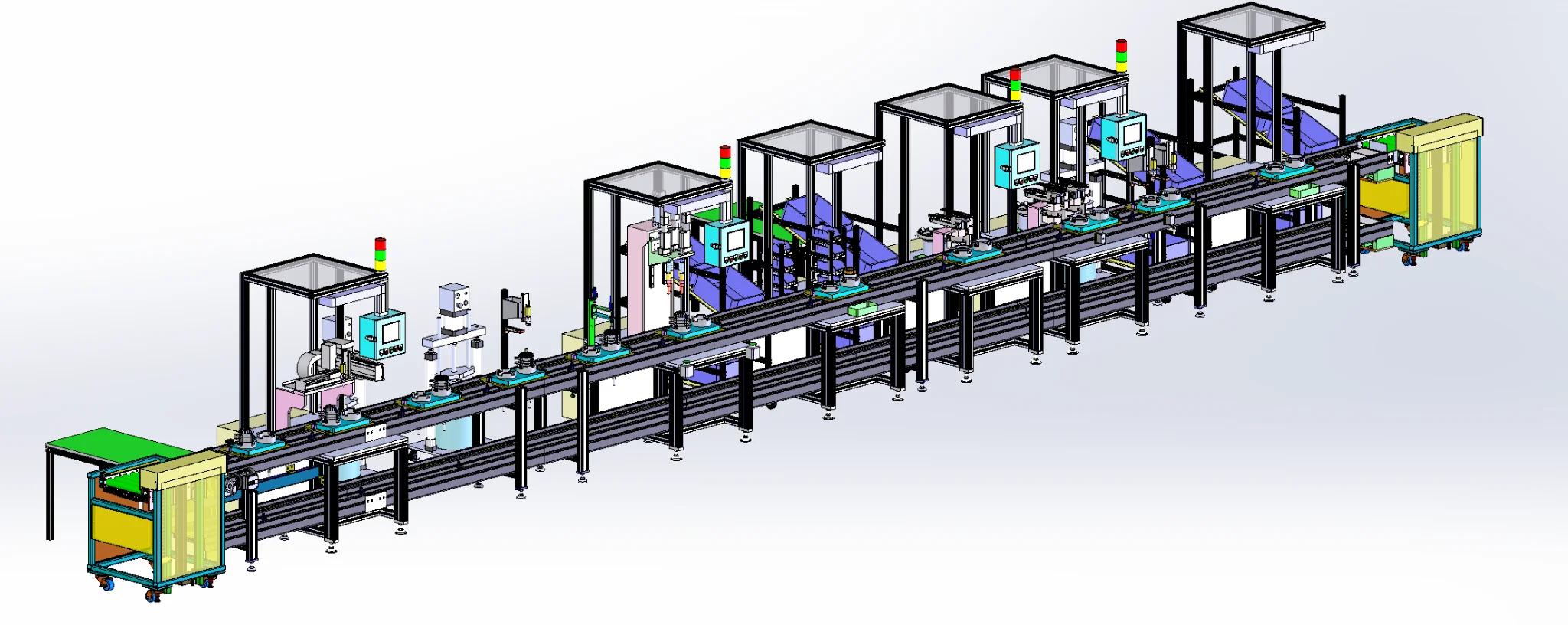
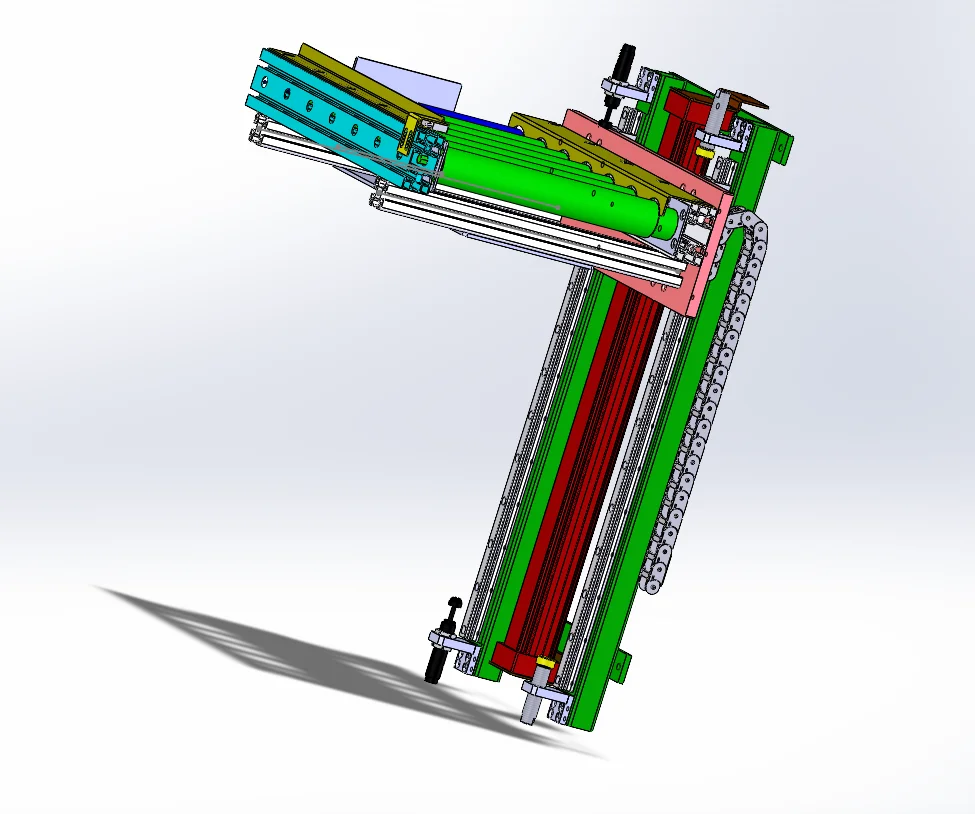
主输送线由铝型材与链板机构构成,贯穿整个生产节拍;各装配单元(如第二、三张图)采用独立工站形式,可单独调试与替换,兼顾生产稳定性与可扩展性。
上料区、装配区、检测区、下料区依序布置,实现完整自动化流转。
二、结构与计算分析
1⃣ 主输送系统
传输节拍为10~12秒/工位,采用链板传动与电机同步控制。通过SolidWorks Motion进行运动仿真,验证传输稳定性。链条拉力计算如下:
[F = \\frac{W + fW}{Z}]
其中W为载荷重量,Z为传动支点数,保证安全系数>2.5。
2⃣ 装配机构
每个工位均搭载独立气动单元或伺服执行机构(如图二装配单元),实现自动锁紧、压装或检测。
根据装配力需求计算气缸推力:
[F = P \\times A]
在0.6MPa气压下确保稳定夹持与精密压装。
3⃣ 结构与刚度分析
主框架采用40/60系列铝型材,辅以钢板支撑,通过有限元分析(FEA)控制位移<0.5mm。整线长度约8米,刚性与模组定位精度达到工业标准。
三、设计与实现过程
第1-2周:调研发电机装配工艺与节拍要求,规划生产节奏与工位分布;
第3-5周:完成总装布局与传输机构建模;
第6-8周:工位机构、气动执行与控制面板设计;
第9-10周:整机仿真、应力校核与装配图纸输出。
四、项目亮点
⭐ 模块化生产线结构:任意工位可独立维护与升级;
⭐ 自动化节拍控制:多工位并行,提高效率与一致性;
⭐ 工业安全与可视化设计:每站配有独立急停、信号灯与触控屏;
⭐ 可制造性优化:所有零部件均基于标准型材与通用件,降低成本。
五、总结
本项目是从“单机设计”向“整线系统集成”的跨越实践。
它不仅涵盖机械结构与动力传输设计,更涉及生产节拍、装配工艺与自动化逻辑的系统化思维。
在设计中,我深刻体会到机械设计的核心——结构合理、控制精准、装配高效、维护方便。
#机械设计 #自动化产线 #发电机装配线 #SolidWorks建模 #机电一体化 #工业自动化 #装配系统 #智能制造 #工程实践
一、总体设计思路
整线采用模块化设计 + 柔性传输系统理念:
主输送线由铝型材与链板机构构成,贯穿整个生产节拍;各装配单元(如第二、三张图)采用独立工站形式,可单独调试与替换,兼顾生产稳定性与可扩展性。
上料区、装配区、检测区、下料区依序布置,实现完整自动化流转。
二、结构与计算分析
1⃣ 主输送系统
传输节拍为10~12秒/工位,采用链板传动与电机同步控制。通过SolidWorks Motion进行运动仿真,验证传输稳定性。链条拉力计算如下:
[F = \\frac{W + fW}{Z}]
其中W为载荷重量,Z为传动支点数,保证安全系数>2.5。
2⃣ 装配机构
每个工位均搭载独立气动单元或伺服执行机构(如图二装配单元),实现自动锁紧、压装或检测。
根据装配力需求计算气缸推力:
[F = P \\times A]
在0.6MPa气压下确保稳定夹持与精密压装。
3⃣ 结构与刚度分析
主框架采用40/60系列铝型材,辅以钢板支撑,通过有限元分析(FEA)控制位移<0.5mm。整线长度约8米,刚性与模组定位精度达到工业标准。
三、设计与实现过程
第1-2周:调研发电机装配工艺与节拍要求,规划生产节奏与工位分布;
第3-5周:完成总装布局与传输机构建模;
第6-8周:工位机构、气动执行与控制面板设计;
第9-10周:整机仿真、应力校核与装配图纸输出。
四、项目亮点
⭐ 模块化生产线结构:任意工位可独立维护与升级;
⭐ 自动化节拍控制:多工位并行,提高效率与一致性;
⭐ 工业安全与可视化设计:每站配有独立急停、信号灯与触控屏;
⭐ 可制造性优化:所有零部件均基于标准型材与通用件,降低成本。
五、总结
本项目是从“单机设计”向“整线系统集成”的跨越实践。
它不仅涵盖机械结构与动力传输设计,更涉及生产节拍、装配工艺与自动化逻辑的系统化思维。
在设计中,我深刻体会到机械设计的核心——结构合理、控制精准、装配高效、维护方便。
#机械设计 #自动化产线 #发电机装配线 #SolidWorks建模 #机电一体化 #工业自动化 #装配系统 #智能制造 #工程实践