




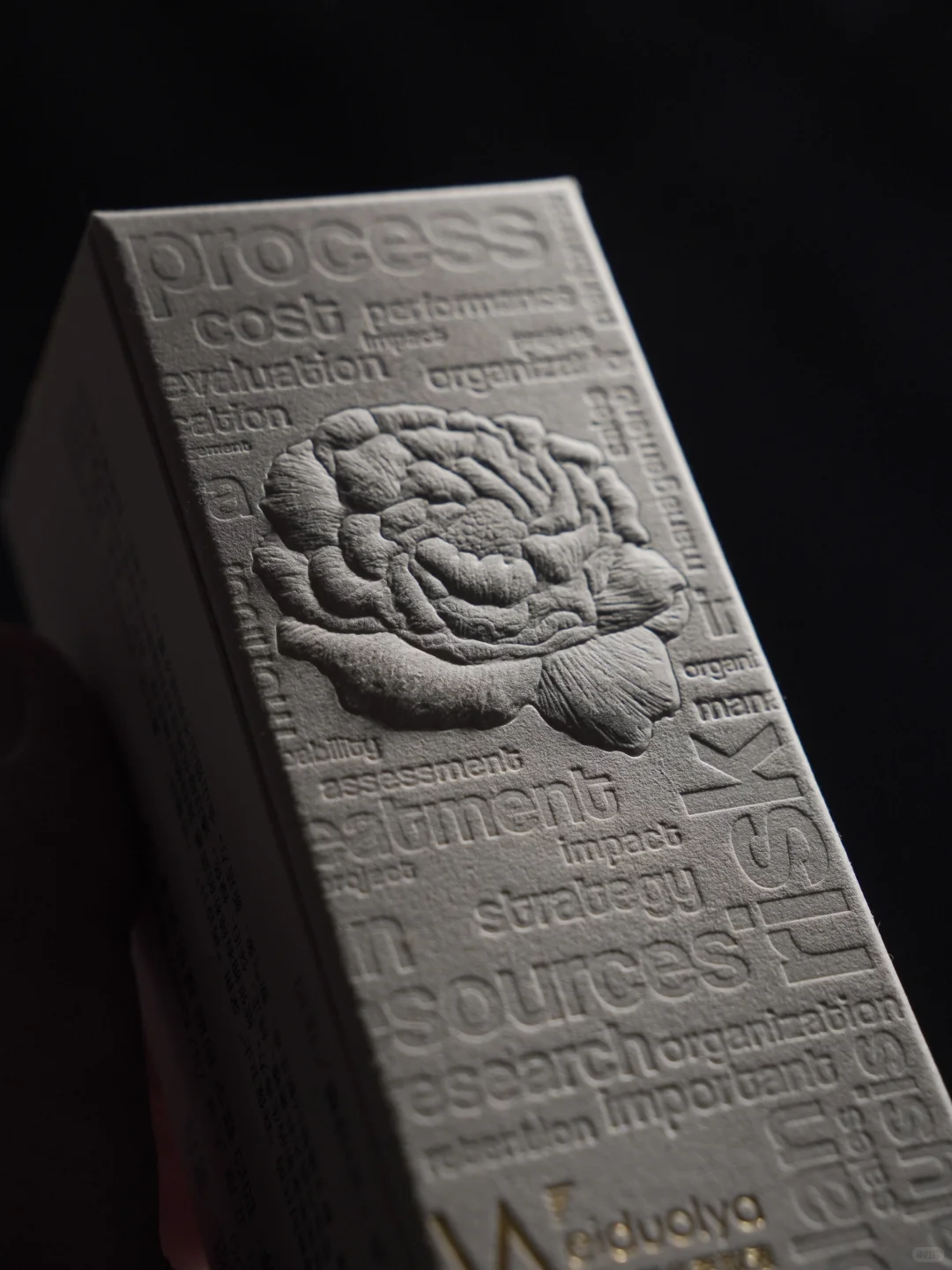




用工艺说话,让每一张纸都有雕塑般的灵魂
如何避免浮雕工艺翻车 —— 干货环节
① 纸张选择与预处理
优先选择克重较高(如120-250g/m²)、纤维韧性强的绵纸,避免过薄或易撕裂的材质。
测试纸张的延展性:通过局部湿润观察其变形程度,确保能承受压力而不破裂。
操作环境湿度建议控制在50-60%,可提前将纸张置于恒湿环境中平衡24小时。
② 模具设计与制作
凹凸深度控制在纸张厚度的80-120%。
边缘过渡采用30-45°斜面,避免直角导致纸张剪切断裂。
避免设计长直线条,采用波浪或断点式轮廓,分散应力。
复杂图案建议分区域阶梯式压印,降低单次压力负荷。
③ 压印工艺控制
热压温度范围:根据纸张耐温性测试调整,升温速率≤5℃/秒。
压力分两阶段:预压阶段,维持2秒;主压阶段,保持3-5秒。
④ 后处理与保护
定型处理
成品堆叠避免重力压溃浮雕。
环境温度保持20-25℃,相对湿度45-55%,防止纸张回弹变形。
通过系统化控制材料、工艺及验证流程,可在绵纸上实现精细浮雕效果,同时保持纸张的结构稳定性。建议每次批量生产前进行全参数验证,确保工艺一致性。
#包装盒 #包装印刷 #包装设计 #浮雕工艺 #击凸工艺 #深压印 #凹银 #特种纸 #立体浮雕 #压花
如何避免浮雕工艺翻车 —— 干货环节
① 纸张选择与预处理
优先选择克重较高(如120-250g/m²)、纤维韧性强的绵纸,避免过薄或易撕裂的材质。
测试纸张的延展性:通过局部湿润观察其变形程度,确保能承受压力而不破裂。
操作环境湿度建议控制在50-60%,可提前将纸张置于恒湿环境中平衡24小时。
② 模具设计与制作
凹凸深度控制在纸张厚度的80-120%。
边缘过渡采用30-45°斜面,避免直角导致纸张剪切断裂。
避免设计长直线条,采用波浪或断点式轮廓,分散应力。
复杂图案建议分区域阶梯式压印,降低单次压力负荷。
③ 压印工艺控制
热压温度范围:根据纸张耐温性测试调整,升温速率≤5℃/秒。
压力分两阶段:预压阶段,维持2秒;主压阶段,保持3-5秒。
④ 后处理与保护
定型处理
成品堆叠避免重力压溃浮雕。
环境温度保持20-25℃,相对湿度45-55%,防止纸张回弹变形。
通过系统化控制材料、工艺及验证流程,可在绵纸上实现精细浮雕效果,同时保持纸张的结构稳定性。建议每次批量生产前进行全参数验证,确保工艺一致性。
#包装盒 #包装印刷 #包装设计 #浮雕工艺 #击凸工艺 #深压印 #凹银 #特种纸 #立体浮雕 #压花