


热塑性橡胶TPR注塑的4大注意事项,你真的都了解吗??
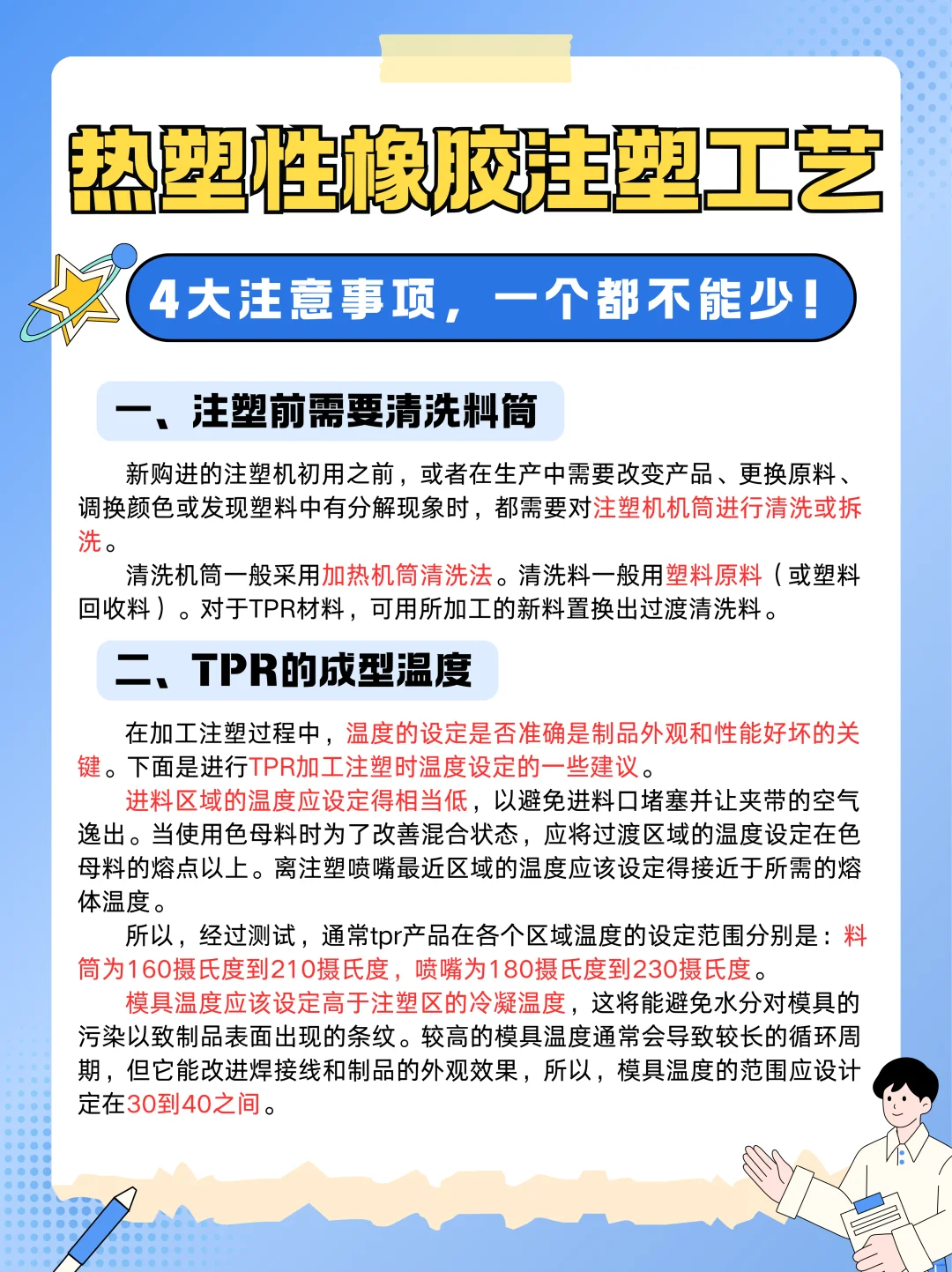
?一、注塑前清洗料筒,干净是关键!?
新机器初用、换料换色或塑料分解?别急,先给料筒洗个澡!? 采用加热清洗法,用原料或回收料轻松搞定。TPR材料?直接用新料置换就好啦!?
?️二、TPR成型温度,精准才是王道!?
温度设定不对?制品外观性能全毁!进料区低温防堵,过渡区高温混色,喷嘴区接近熔体温度。记得哦,TPR料筒160-210℃,喷嘴180-230℃,模具30-40℃,完美!✨
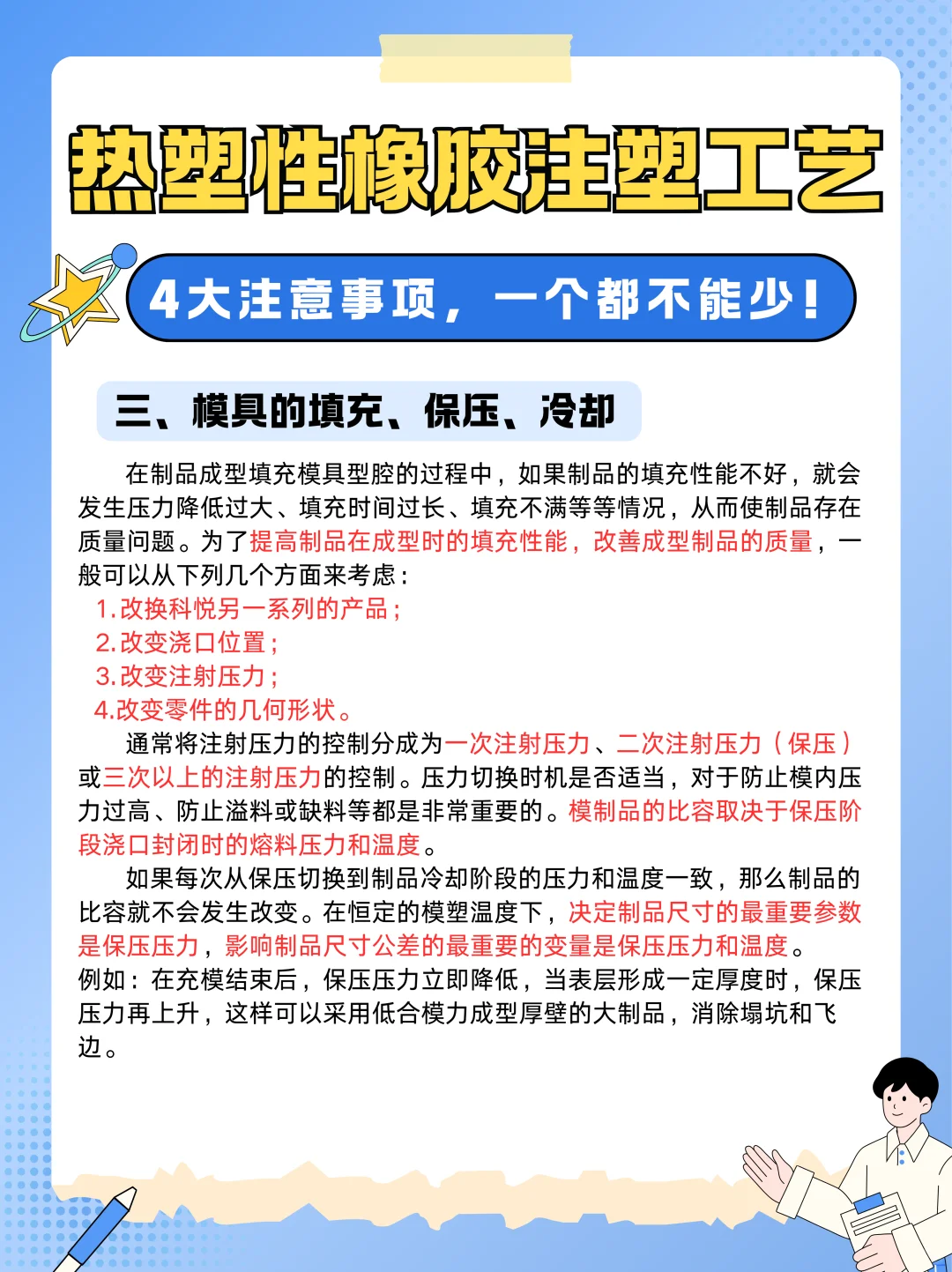
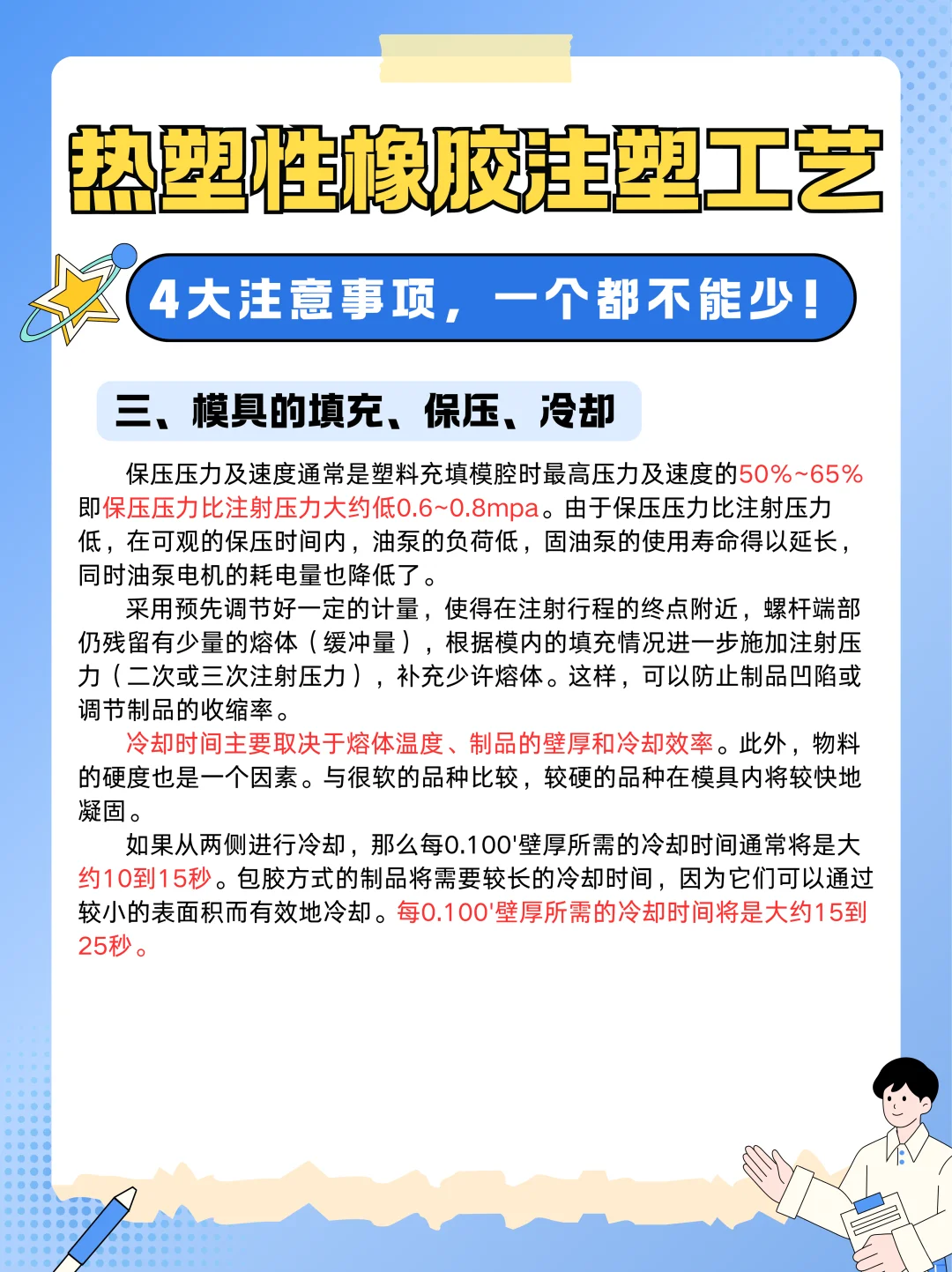
?三、模具填充保压冷却,一步都不能少!?
填充不满、压力大降?试试换产品、改浇口、调压力、变形状!保压压力要适中,50%-65%最合适,低耗高效两不误!? 冷却时间看壁厚、熔温和硬度,软硬有别,记得调整哦!
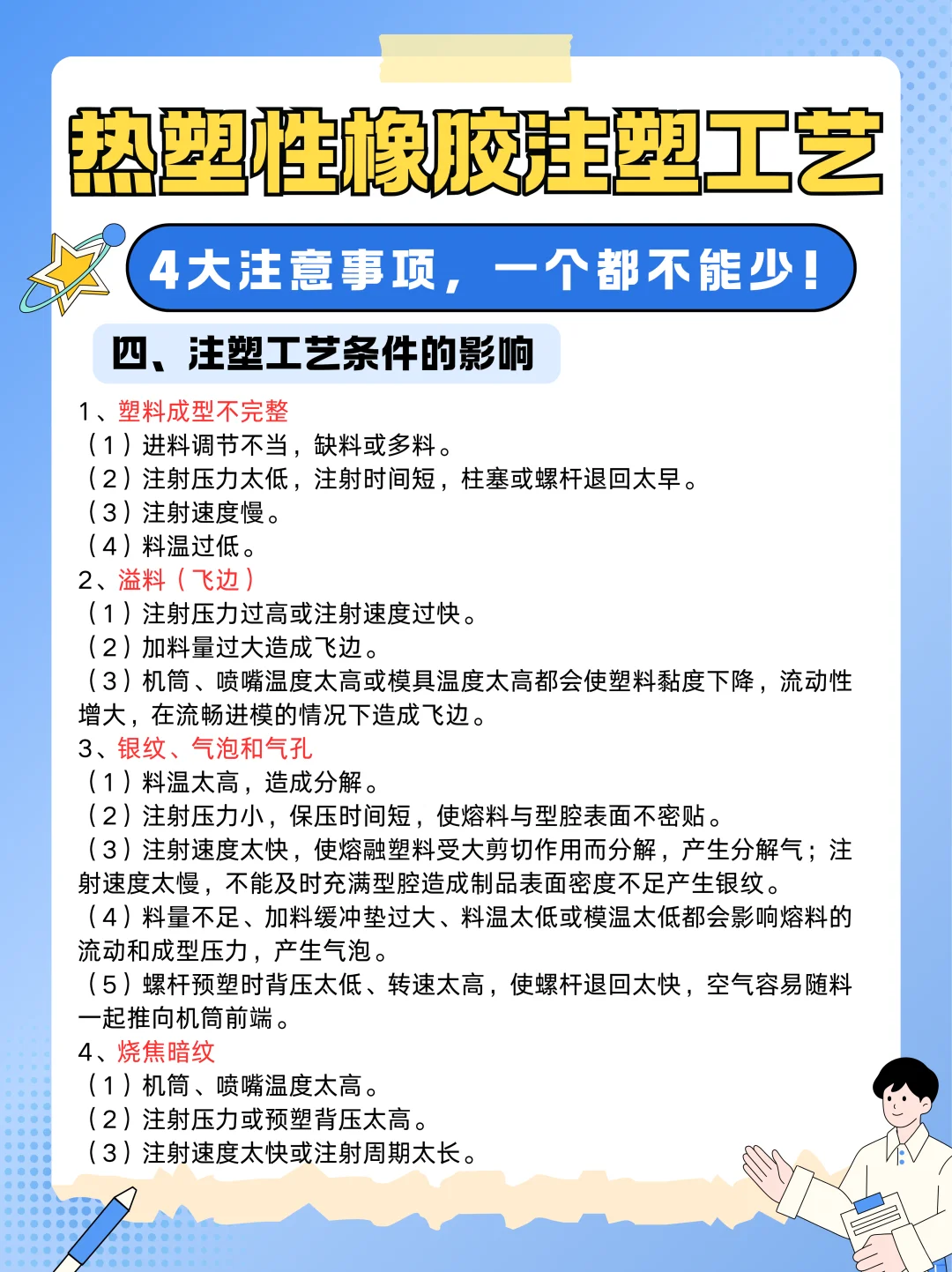
?四、注塑工艺条件,细节决定成败!?
成型不完整?溢料飞边?银纹气泡?烧焦暗纹?别急,一步步排查:进料调节、注射压力、速度时间、料温模温,还有螺杆背压转速,一个都不能放过!?
?️ #TPR注塑工艺 #注塑注意事项 #塑料制品质量 #注塑 #注塑模具 #注塑加工 #塑料制品 #模具 #模具制造 #注塑工艺
?一、注塑前清洗料筒,干净是关键!?
新机器初用、换料换色或塑料分解?别急,先给料筒洗个澡!? 采用加热清洗法,用原料或回收料轻松搞定。TPR材料?直接用新料置换就好啦!?
?️二、TPR成型温度,精准才是王道!?
温度设定不对?制品外观性能全毁!进料区低温防堵,过渡区高温混色,喷嘴区接近熔体温度。记得哦,TPR料筒160-210℃,喷嘴180-230℃,模具30-40℃,完美!✨
?三、模具填充保压冷却,一步都不能少!?
填充不满、压力大降?试试换产品、改浇口、调压力、变形状!保压压力要适中,50%-65%最合适,低耗高效两不误!? 冷却时间看壁厚、熔温和硬度,软硬有别,记得调整哦!
?四、注塑工艺条件,细节决定成败!?
成型不完整?溢料飞边?银纹气泡?烧焦暗纹?别急,一步步排查:进料调节、注射压力、速度时间、料温模温,还有螺杆背压转速,一个都不能放过!?
?️ #TPR注塑工艺 #注塑注意事项 #塑料制品质量 #注塑 #注塑模具 #注塑加工 #塑料制品 #模具 #模具制造 #注塑工艺