


本项目为一条双工位自动装配生产线,集成振动盘送料、气动压装、伺服输送与检测模块,实现小型零件的高速装配与检测。设计目标是提高装配精度与节拍效率,完成从上料、定位、装配到出料的全流程自动化。
一、项目名称
《基于伺服与气动协同的双工位自动装配线设计》
二、设计思路
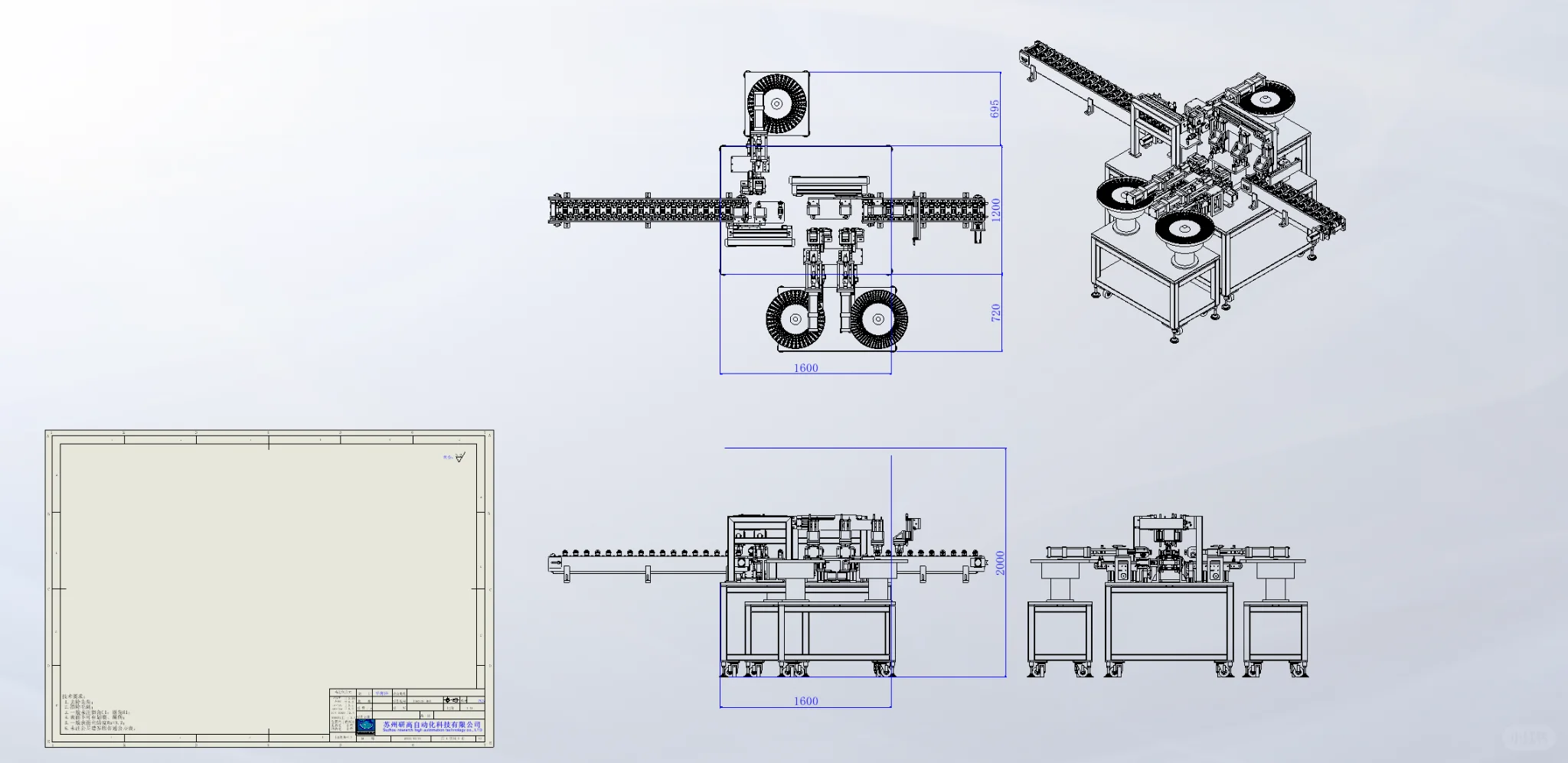
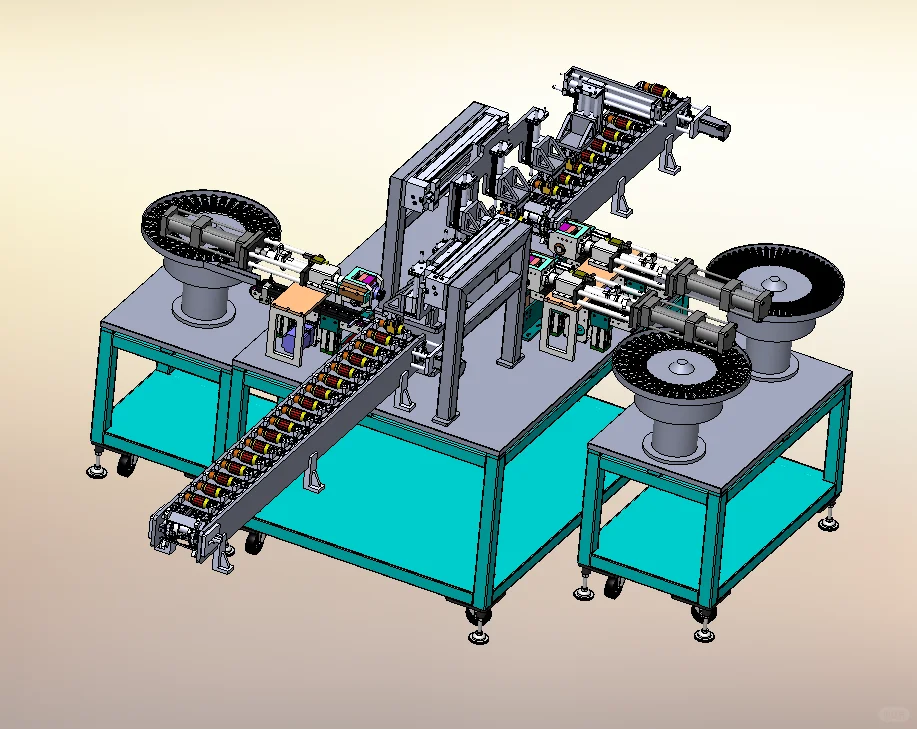
整机采用双工位并行结构,左右两侧振动盘供料,中部为气动装配机构,配合链式输送线实现节拍同步。框架使用铝型材与钢板结构,兼顾刚性与可维护性。气动与伺服系统协同控制,使装配、传送与检测在最小节拍下循环运行。
三、结构与计算
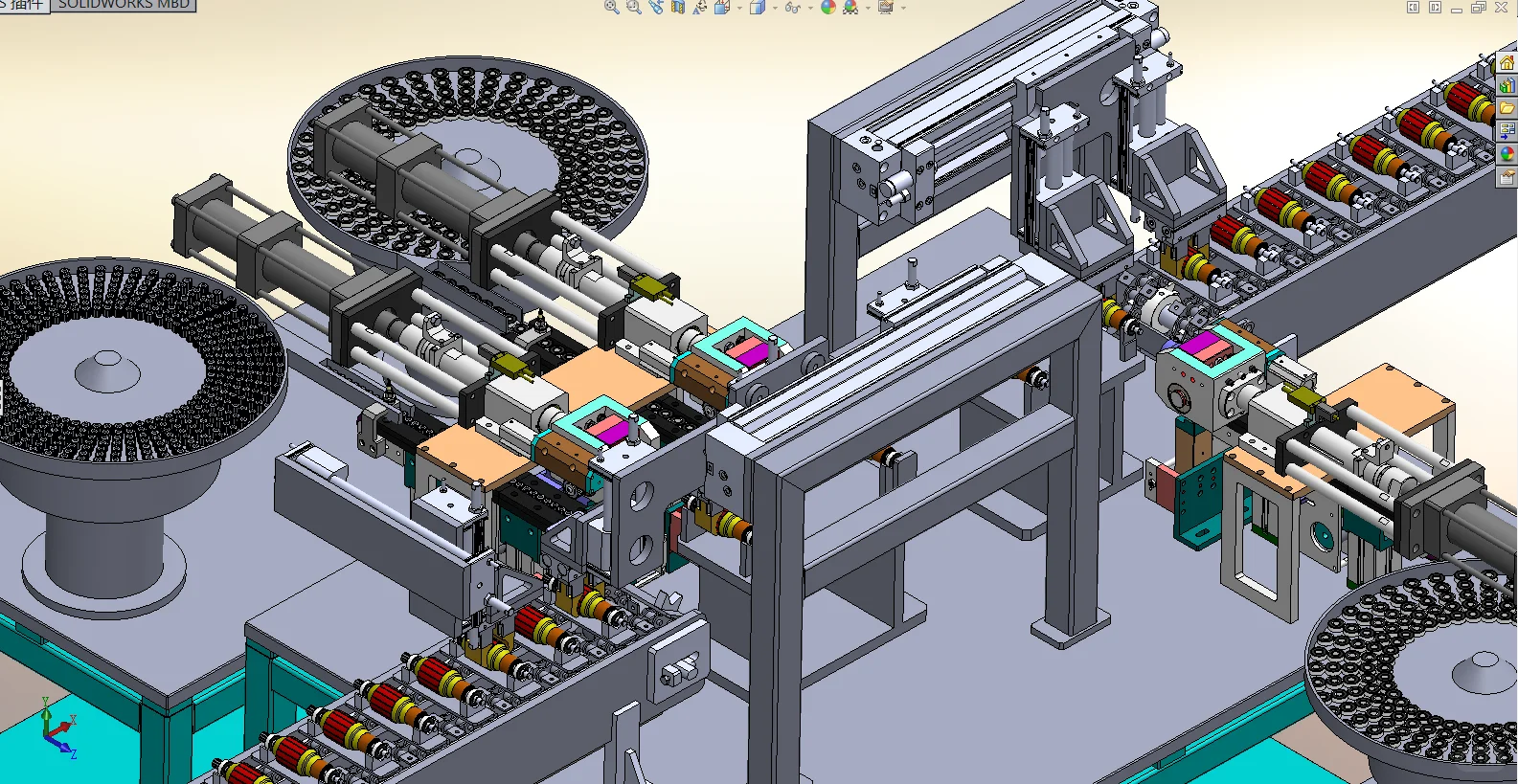
装配机构采用双轴气缸驱动,工作压力0.5MPa,气缸直径40mm,理论输出力约628N,满足压装需求。输送系统为伺服电机+链传动结构,节距12.7mm,功率计算约0.18kW,减速比1:20,运行平稳。定位采用导轨滑块结构,重复精度±0.05mm。通过有限元分析,主架最大应力68MPa,变形量0.4mm,安全系数3.5。
四、设计流程
1-2周:方案与功能分解;
3-4周:气动与传动结构设计;
5-6周:三维建模与仿真校核;
7-8周:整机装配与图纸出图。
五、设计亮点
⭐ 双工位协同,效率翻倍;
⭐ 气动+伺服混合驱动,精准可靠;
⭐ 模块化结构,维护与扩展方便;
⭐ 精密导轨与链传动结合,定位精度高。
六、总结
本设计融合了机构设计、自动控制与力学分析等知识。从传动计算到装配仿真,我体会到机械设计的系统性与工程逻辑。该装配线体现了我对自动化装备与精密制造的理解与实践。
#机械设计 #自动装配线 #SolidWorks #气动控制 #本科毕设 #伺服驱动 #输送机构 #智能制造 #机构仿真
一、项目名称
《基于伺服与气动协同的双工位自动装配线设计》
二、设计思路
整机采用双工位并行结构,左右两侧振动盘供料,中部为气动装配机构,配合链式输送线实现节拍同步。框架使用铝型材与钢板结构,兼顾刚性与可维护性。气动与伺服系统协同控制,使装配、传送与检测在最小节拍下循环运行。
三、结构与计算
装配机构采用双轴气缸驱动,工作压力0.5MPa,气缸直径40mm,理论输出力约628N,满足压装需求。输送系统为伺服电机+链传动结构,节距12.7mm,功率计算约0.18kW,减速比1:20,运行平稳。定位采用导轨滑块结构,重复精度±0.05mm。通过有限元分析,主架最大应力68MPa,变形量0.4mm,安全系数3.5。
四、设计流程
1-2周:方案与功能分解;
3-4周:气动与传动结构设计;
5-6周:三维建模与仿真校核;
7-8周:整机装配与图纸出图。
五、设计亮点
⭐ 双工位协同,效率翻倍;
⭐ 气动+伺服混合驱动,精准可靠;
⭐ 模块化结构,维护与扩展方便;
⭐ 精密导轨与链传动结合,定位精度高。
六、总结
本设计融合了机构设计、自动控制与力学分析等知识。从传动计算到装配仿真,我体会到机械设计的系统性与工程逻辑。该装配线体现了我对自动化装备与精密制造的理解与实践。
#机械设计 #自动装配线 #SolidWorks #气动控制 #本科毕设 #伺服驱动 #输送机构 #智能制造 #机构仿真