V系列机型保养点检
日本津上钻石级专业代理商——瑞得信温馨提醒大家:做好机床的维护保养,才能使机器加工精度维持最佳状态,延长机器使用年限。

一、日常保养点检
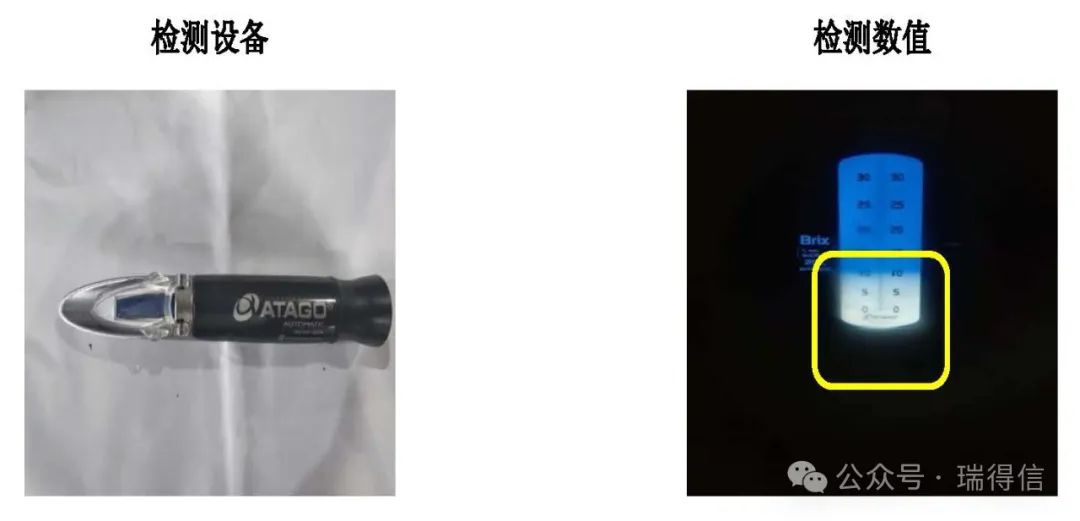
1.切削液浓度确认(适用于水溶性)
1)浓度值根据所使用的切削液厂家建议值设定,一般切削液浓度范围在7%~10%左右;
2)如果浓度过低会导致铸件、导轨、丝杆等其他部件生锈,对刀具使用寿命和产品光洁度有很大影响;
3)每日需检测切削液浓度,及时补充。
2.切削液水箱废渣要及时清理,切削液量是否充足
1)切削液水量不足时请注入相对应的切削液;
2)切削液颜色不正常时即刻更换,加油时请注意不要加错油的种类;
3)切削液水箱要经常清理,保证油箱内没有多余的废渣;
4)如果废渣太多会导致滤网堵住切削液回路不顺,出油量少影响刀具寿命。

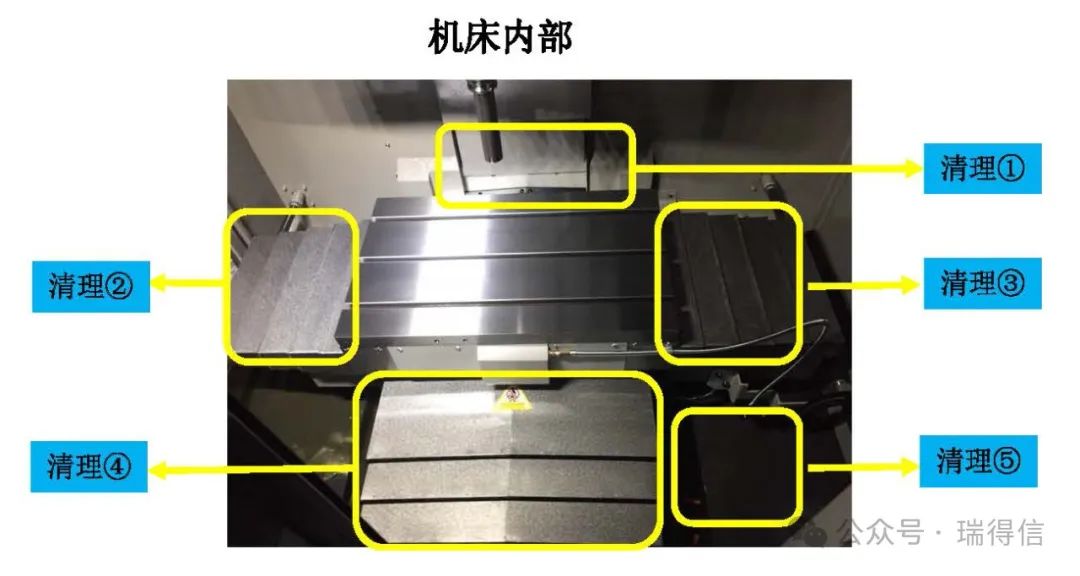
3.机床内部要保持清洁
1)根据加工条件不同定时清理机床内部,保持机床整洁,减少不必要的干涉。
4.切削油喷嘴的位置是否正确的供给于加工处
1)每日设备生产前确认切削液油管喷嘴位置是否正确,避免因切削液未冷却到刀具上。

5.润滑油箱内的油量是否充分
1)每日设备生产前确认润滑油箱油量是否充足,不足时请及时添加;
2)润滑油作用:润滑设备各轴丝杆和导轨;
3)润滑油要求:①加注润滑油的容器壁可以和其他油品混合,避免油品混合后出现变质;
②加注润滑油时,润滑油箱加油口处的滤网禁止取下;
③加注的润滑油规格必须是ISO 粘度VG68。

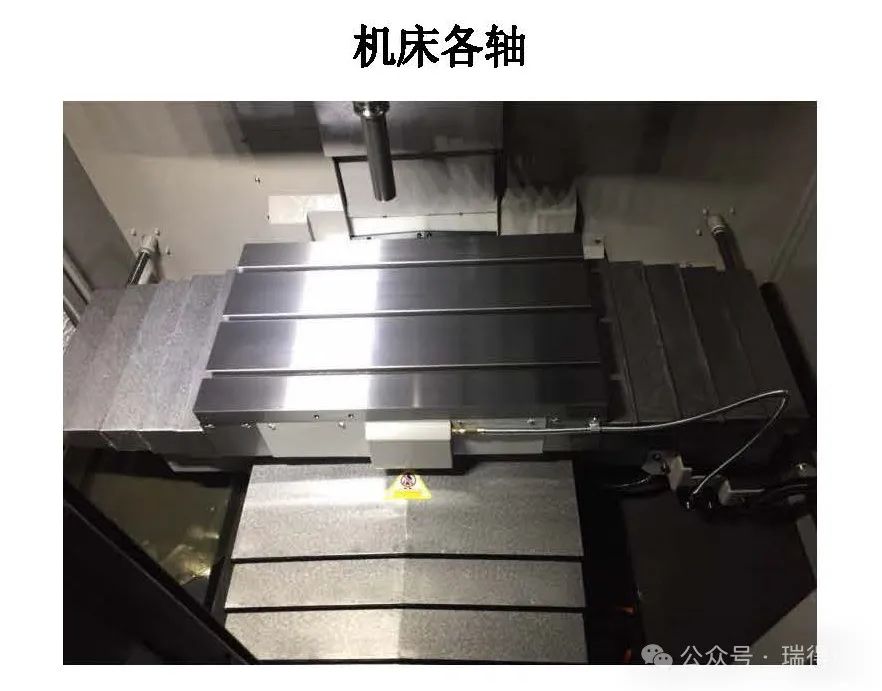
6.各轴移动时是否有异音
1)轴移动前请打扫机床内部确保机床内部干净无干涉,如果轴移动时声音很大,就会有异常音出现,可 能是丝杆、伺服电机的不良造成的,请与津上客服联系并确认处理方法。
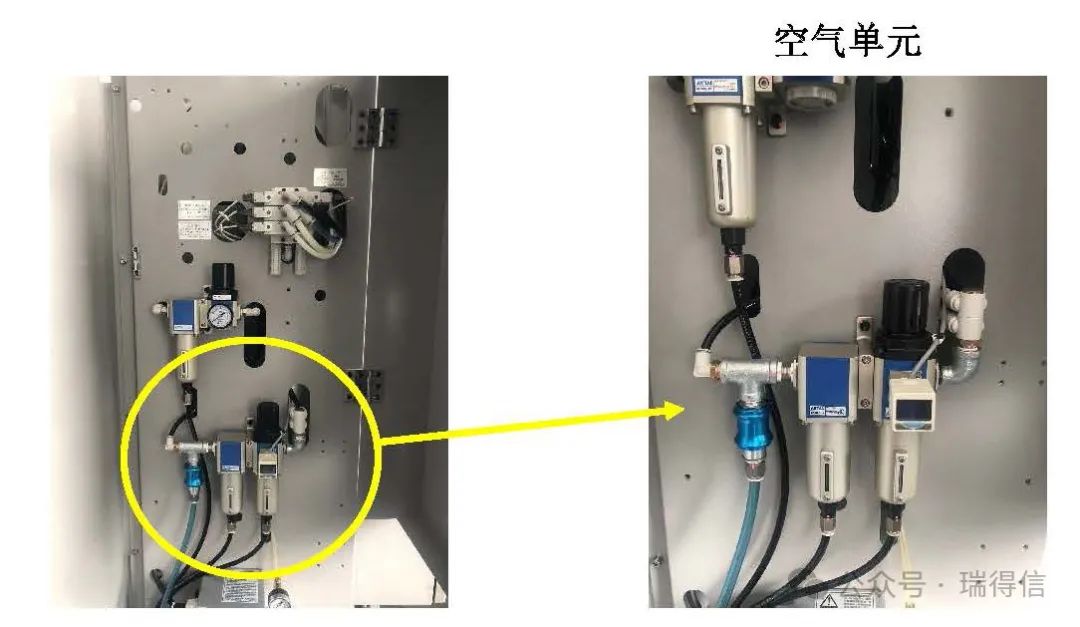
7.空气单元定期清理
1)每日设备生产前确认空气压力是否正常,气源压力要求在0.5MPa,低于0.35MPa后机床会出现空压报警;
2)设备要求:气源干净、干燥,不可含有大量水分和杂物。
二、每月保养点检
1.润滑油箱滤网定期清理(1个月)
1)每3个月定期观察润滑油箱是否沉积、浑浊;
2)清理润滑油箱内的滤网和滤片,避免因润滑油箱堵塞引起润滑油供给不足导致各轴丝杆和导轨 出现磨损和损坏;
3)滤片清理方法:使用气枪将滤片吹干净。

2.刀库刀筒内定期清理(1个月)
1)刀筒是收纳刀柄的,如果里面有铁渣会导致刀柄固定不住,或者有间隙存在刀柄会从刀筒中掉落,所以 要定期清理。

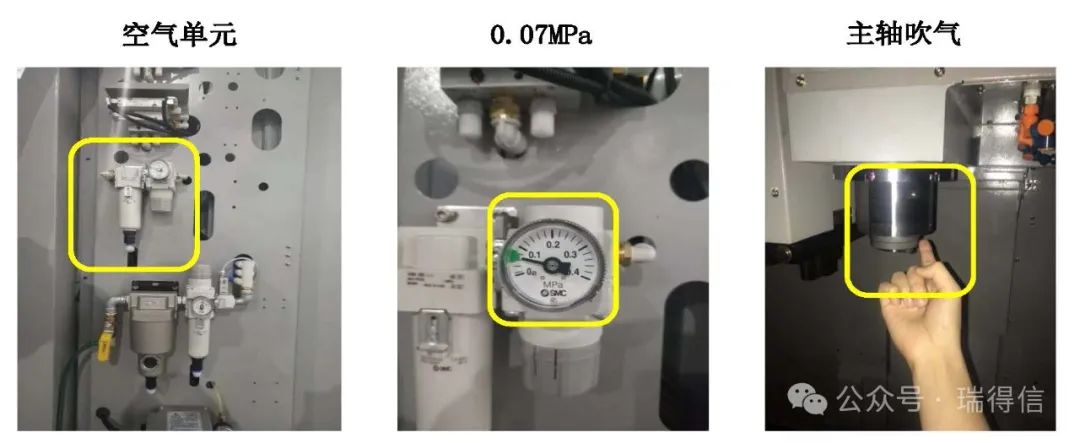
3.主轴吹气装置定期清理(3个月)
1)主轴吹气装置时主轴冷却的重要装置,可以帮忙冷却主轴并防止油污水雾进入主轴;
2)要定期检测吹气装置压力是否正常,空压装置设定压力为0.07MPa。
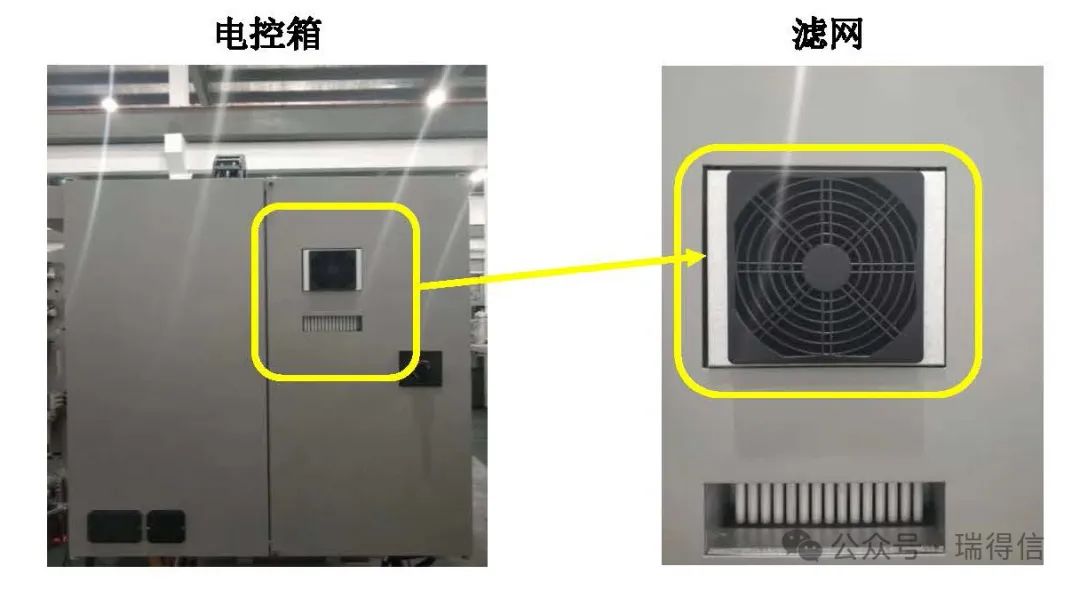
4.电控箱冷却风扇过滤片清理(3个月)
1)电控箱冷却风扇过滤片长期使用后会吸附尘埃、油污等;
2)长时间不清里会影响冷却效果,所以要定期清理。
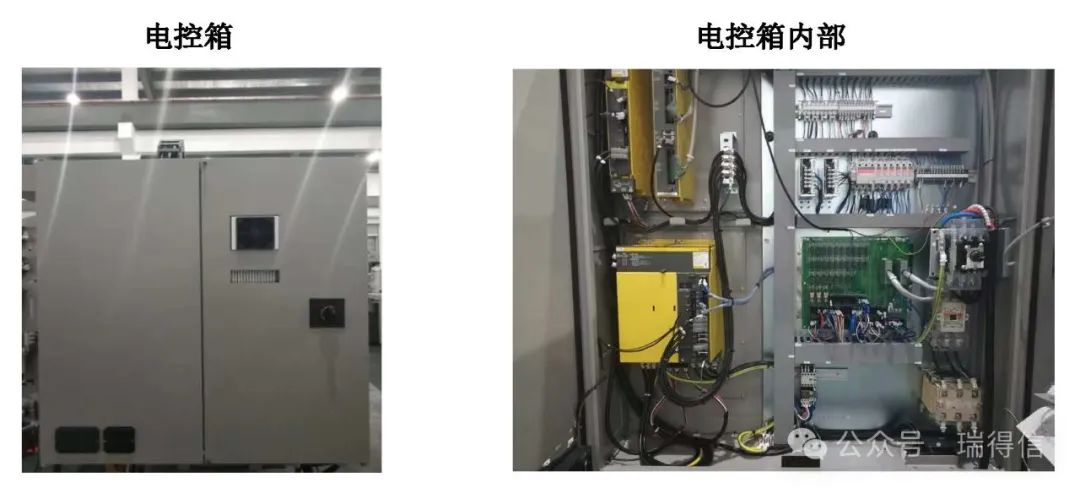
5.电控箱内保持清洁、干燥(3个月)
1)电控箱内安装着机器的核心电气元件,必须保持干燥整洁,需要定期查看;
2)如果加装其他附件设备需要钻孔接线要清理掉铁屑铜线等碎片避免断路,造成电子元件损伤。
6.换刀臂定期打油(3个月)
1)换刀臂需要定期打油,如果长时间不打油就会导致弹出头卡顿,换刀时会出现掉刀的现象;
2)建议3个月注一次油,每次注油量为10ml。

三、每年保养点检
1.床身回水口定期清理
1)床身回水口是排除多余切削液的重要出口,所以一定要保持通畅,不然会导致机床会发生故障;
2)所以要定期检查,保持通畅,避免废水溢出。

2.NC电池点检更换
1)NC装置电池作用是设备不通电时,靠电池电压来记忆设备NC内的系统资料、程序和各轴原点信息, 建议1年更换一次。
注意:①要求在设备开机状态下或者设备总电源通电状态下进行更换电池,否则会导致数据丢失;
②请使用1号碱性电池,电压稳定在1.5V。

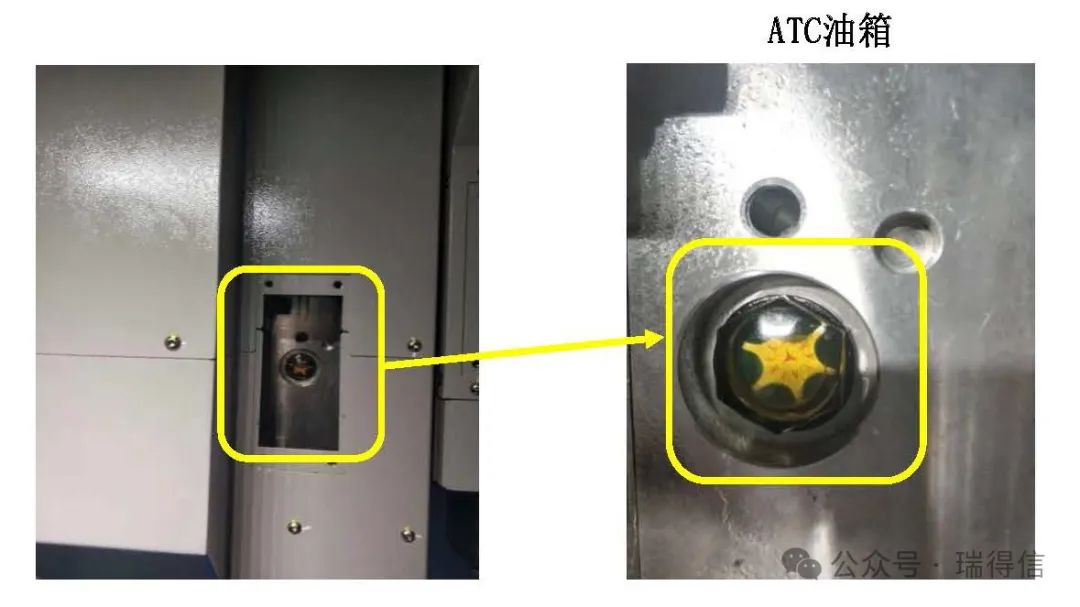
3.ATC油箱油位确认
1)年检ATC油箱油位,油量不够时会影响凸轮、随动轮、转塔的使用寿命;
2)查看ATC油箱是否有杂质,如有杂质则更换润滑油。

我司将于2月18日(正月初九)
正式上班。
如您遇到任何问题,请咨询:
服务部 唐先生:13773019928
祝大家新年快乐,龙年大吉!

—————— End ——————