设备点检和润滑都很重要
你真的做好了吗?
前言
随着企业的发展,高精端、高效率、高科技设备逐年递增,良好的设备维护是保证生产效率、提升产品质量的前提条件。设备点检既是一种管理制度,又是一种管理方法和手段,在企业的设备管理中得到了推广和应用。为了延长设备的寿命周期,对设备进行日常、定期、专业点检,可以将故障早发现、早诊断、早排除,保证设备安全高效运行。

设备的润滑油如同人体流动的血液,机械的运转依靠润滑油。设备润滑的主要作用包括润滑、冷却、洗涤、密封、防锈防蚀、减震卸荷、传递动力等。超过75%的液压系统的失效和故障与润滑相关,润滑油质的好坏直接影响设备的使用寿命。做好设备润滑不但能大大减少机件的磨损,延长设备使用寿命,同时还能降低维修成本,使设备发挥最大效益。
设备点检和润滑管理存在问题
设备点检的编制不科学
设备点检是运用人的五感(听、触、嗅、视、味),由操作人员按照规定的项目和标准进行的设备检查的过程。因设备点检方法、周期不明确,导致设备存在带病作业现象;设备管理人员点检定性、定量指标不明确,未制定个性化的点检标准;未对操作人员开展专业系统的培训,致使操作者无法实施正确的点检,等等。
设备点检的真实、有效性落实不到位
点检的目的是真实反映设备实际状态(静、动态),个别操作者因怕麻烦、怕浪费时间,不去认真点检,失去了点检其目的和有效性;设备管理人员、作业长未参与到设备点检当中,无法掌握每台设备的运行情况,缺少制定设备计划修的理论参考数据。
维修人员定期巡检不规范
维修人员负责设备的定期巡检工作,但巡检的项目标准不规范、巡检周期不确定,设备巡检工作开展不扎实,设备存在的隐患无法排查到,直接影响设备使用周期。小的故障维修不及时,势必会发生大的设备故障,既影响了生产,又增加了设备维修资金。
润滑管理项目得不到落实
设备润滑管理是企业设备管理中最重要的环节之一,设备在长期生产过程中,各零部件由于没有及时润滑或润滑不良,导致设备报废的情况比比皆是。设备润滑管理体系不健全,没有标准、流程作为支撑;设备润滑管理内容不完善,存在润滑油品、周期、油路图、责任者不明确;还有设备润滑油品使用不规范、未开展设备润滑油品检测、润滑过滤装置失效等问题。
改进管理项目
建立设备日常点检标准及项目
1、设备日常点检项目及标准
以磨床设备点检为例,参见图1和图2。

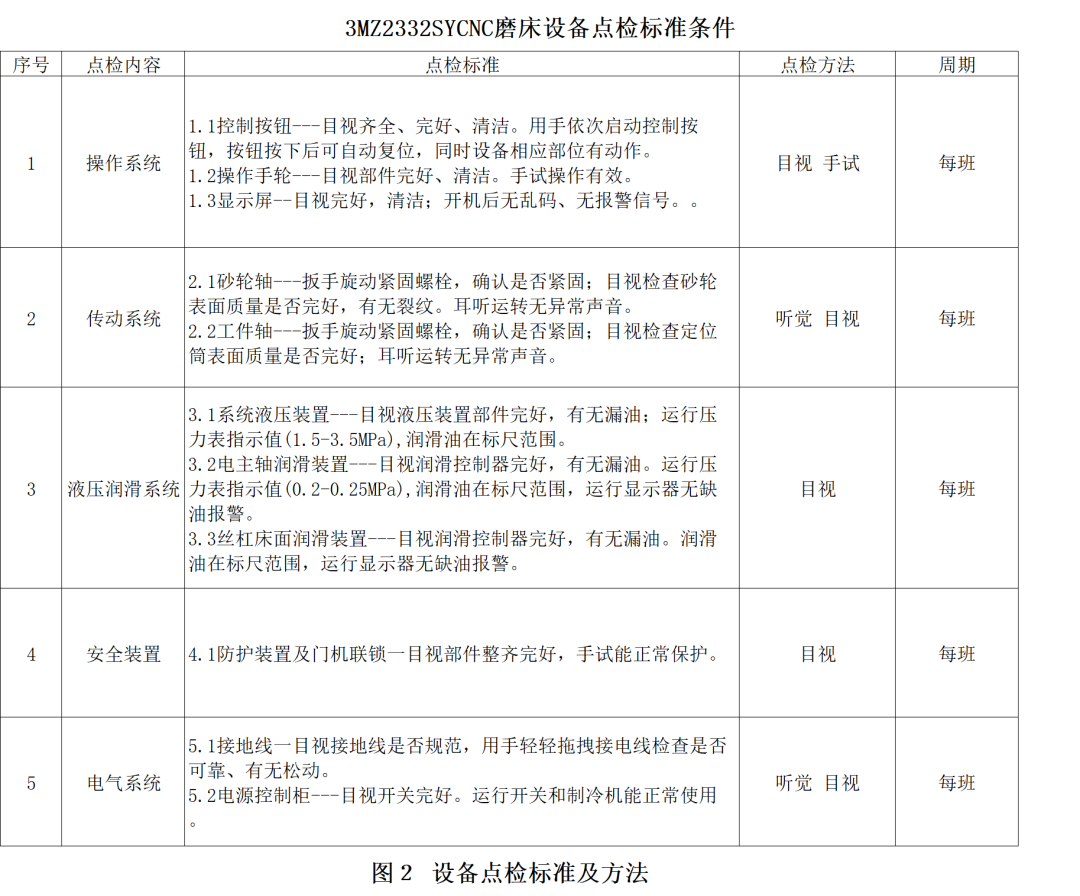
点检五大系统包括操作系统、传动系统、液压润滑系统、安全装置、电气系统。其中操作系统重点以控制按钮、进给操作手轮为主;传动系统以砂轮轴、工件轴、修整器为主;液压润滑系统以润滑油窗、压力表为主;安全装置以砂轮防护罩为主;电气系统以电机、接地线为主。静态点检包括操作系统、安全装置、电气系统;动态点检包括传动系统、液压润滑系统,其中定量点检主要是查验压力表的范围值是否在正常范围内。
通过开展设备日常点检,使设备的隐患和异常及时得到发现和解决,保证设备处于良好的工作状态,提升设备完好率和利用率。
2、建立定期点检项目及标准
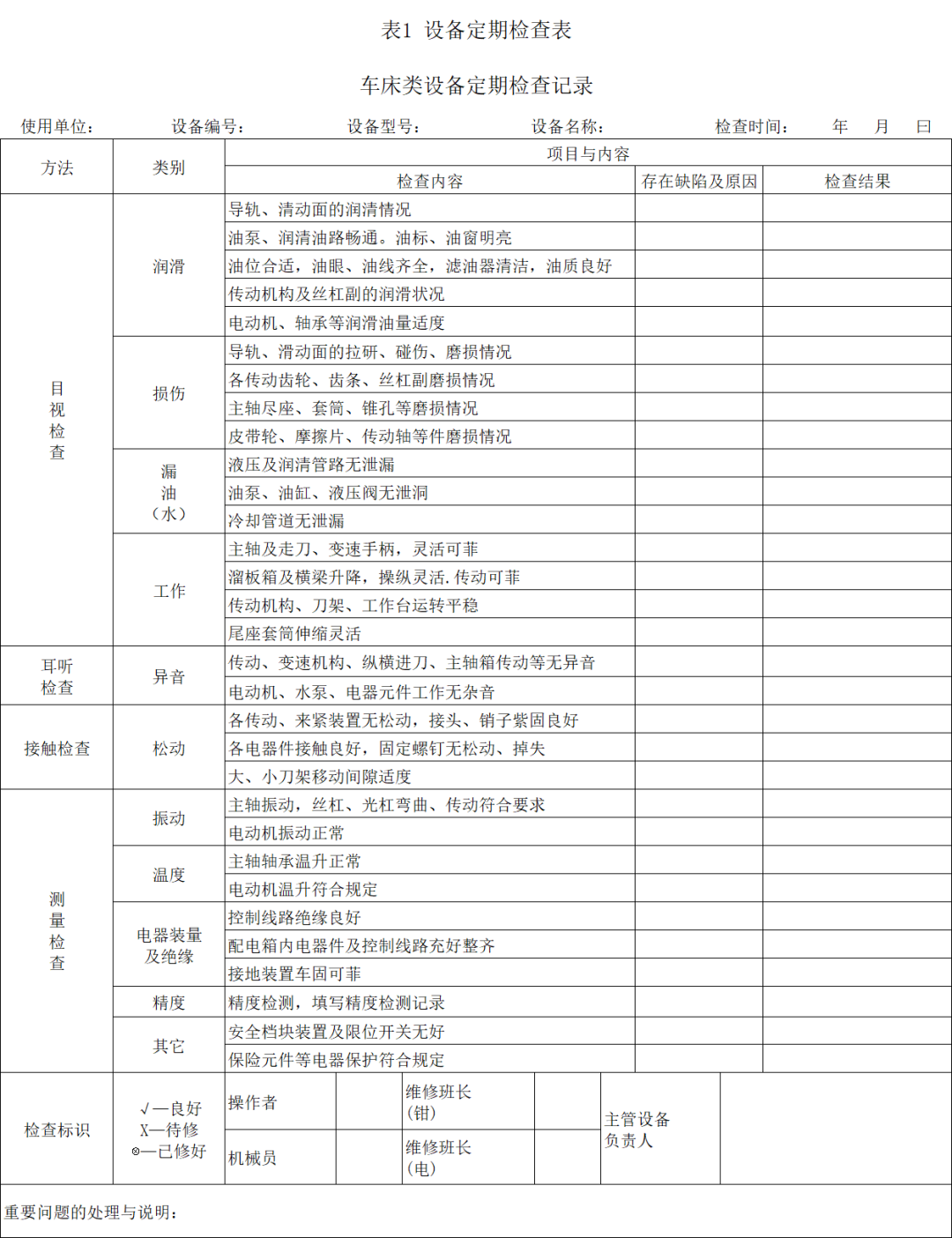
以车床类设备为例,设备定期巡检项目包括润滑、损伤、漏水(油)、工作、异音、松动、震动、温度、电气系统及装置。
目视检查项目:导轨、滑动面的拉研、碰伤、磨损情况;各传动齿轮、齿条、丝杠副磨损情况;主轴尾座、套筒、锥孔等磨损情况;皮带轮、摩擦片、传动轴等件磨损情况;油泵、油缸、液压阀有无泄漏;传动机构、刀架、工作台是否运转平稳等。
耳听检查项目:传动、变速机构、纵横进刀、主轴箱传动等有无异音;电动机、水泵、电器元件工作有无杂音。
接触检查项目:各传动、夹紧装置无松动,接头、销子紧固良好;各电器件接触良好,固定螺钉无松动;大、小刀架移动间隙适度。
测量检查项目:主轴振动、丝杠和光杠弯曲、传动符合要求;配电箱内电器件及控制线路完好整齐等。定期巡检周期可按照周、旬、月、季、年来执行,参见表1。
通过建立设备定期巡检制度,及时掌握设备的实际运行状况,维持和改善设备工作性能。预防事故发生,减少停机时间,延长设备使用寿命,降低维修费用,保证生产顺利进行。
3、建立专业点检标准及项目
开展重点设备一年两次、普通生产设备一年一次的精度及性能检测工作。精度检测(如滚子无心磨床)项目包括:导轮主轴端部跳动、主轴定心面的径向跳动、主轴的轴向窜动、主轴轴承的径向跳动;砂轮主轴端部的跳动、主轴定心面的径向跳动、主轴的轴向窜动;导轮架重复定位精度、定程进给等。性能检测(如磁粉探伤机)项目包括:主电源,电源电压表值380(1±10%)V;检查白光照度,探测面白光照度500lux;上、下料机构,气缸运行灵活,上、下滑道无毛刺,擦洗干净等。普通生产设备机械能力指数(Cmk值)测算值应达到Cmk≥1.0,重点设备机械能力指数(Cmk值)测算值应达到Cmk≥1.33。
通过开展设备专业点检,可以保证设备精度及性能达到出厂标准,满足产品工艺要求,降低废品率。
开展设备润滑管理工作
首先要建立并完善润滑管理工作制度和办法;同时制定润滑管理人员的职责和工作标准;其次是编制润滑管理各种基础技术资料,制定周期用油、清洗换油计划;再次学习推广润滑管理先进经验及技术。
1、设备润滑基础知识的掌握
(1)润滑五定:定人、定期、定点、定质、定量。
其中:
定人即明确员工对设备日常加油、清洗换油的分工,达到各司其职、各负其责;
定期即按照规定的周期进行加油润滑,定期进行清洗换油、循环过滤和抽检;
定点即确定每台设备的润滑部位和润滑点,保持清洁和完好,并实施定点加油;
定质即设备的润滑油品必须经检验合格,按规定的润滑油品进行加油,同时润滑装置和润滑器具必须保持清洁;
定量即在保证良好润滑的基础上,实行日常耗油量定额和定量换油。
(2)三级过滤。
入库过滤:油液运输入库泵入储油罐时要经过过滤;
发放过滤:油液发放注入润滑容器时要经过过滤;
加油过滤:油液加入设备贮油部位时要经过过滤。
(3)设备防漏、治漏。
一般漏油:油迹明显,油迹擦去后五分钟内出现油迹和油滴;
严重漏油:一个漏油点一分钟滴油数量超过三滴时或全部漏油点一分钟超过六滴,或主要生产设备每天漏油一公斤以上;
漏油治理:静结合面不渗油,动结合面不漏油。
2、明确各级人员设备润滑管理职责
(1)设备管理人员职责
熟悉管辖范围内所有设备的润滑情况和润滑材料的品种、牌号及数量的要求。贯彻执行设备润滑管理制度和宣贯润滑基础知识,做好记用油台帐和巡回检查记录,统计汇总有关润滑工作的资料,制定设备清洗换油计划,并做好新型润滑材料、新型金属切削液的应用试验、推广使用。
(2)操作人员职责
掌握使用设备的润滑部位及用油种类,按照设备维修保养规程和润滑图表及润滑作业指导卡及时润滑设备,随时检查各润滑部位的润滑情况,及时添加油,以保证设备的正常运转。
(3)维修人员职责
在维修、拆装设备时,首先注意润滑油是否清洁适用,不该换油的要妥善保存留用,该换油的应彻底做好清洗,然后换油。保养、检修、清洗换油时,必须与操作者相配合,负责指导操作者正确搞好油毡、油线、过滤器和应拆卸件的拆装和清洁工作,结合保养检验工作,做好渗漏治理工作。

3、建立设备润滑指导卡
设备润滑指导卡要明确该机台的设备编号、型号、名称,同时明确设备润滑油路图、润滑油品、润滑周期、责任人,参见表2。卡片项目必须与设备实际润滑内容相符,达到一机一卡,不重不漏。要求操作人员和维修人员按照润滑指导卡内容进行定期润滑和保养,保证设备润滑良好。
总结
通过开展设备点检及润滑管理,设备基础管理和现场管理水平得到了提升。掌握设备点检的标准和实际运行状况,维持和改善了设备工作性能,预防事故发生,减少停机时间,延长设备寿命,降低维修费用,保证正常生产。良好的设备润滑是减少设备磨损、提高设备效率、节约材料和能源的有效途径。
来源:设备人