钢铁生产过程中烧结、转炉、轧钢及热风炉等工序产生大量300~1000℃的高温烟气,其携带的余热占钢铁总能耗的15%~30%。传统湿法降温或直排造成巨大能源浪费。当前行业内主流推广的前沿余热回收技术主要包括烧结/转炉烟气余热锅炉梯级发电、转炉宽温域干式显热回收、热风炉导热油双预热及ORC低温发电等,正在成为钢铁企业"极致能效"改造的核心抓手。
一、典型前沿工艺过程
1. 烧结环冷机+大烟道双源余热回收(梯级利用)
烧结机主烟道内置余热锅炉或环冷机高温段(350~450℃)设辐射/对流受热面,产生饱和蒸汽经汽包分离后送入双压或闪蒸余热锅炉过热,驱动汽轮机发电;中温段(200~300℃)换热预热烧结混合料或助燃空气;低温段(<150℃)可通过热管换热器加热除氧器进水。整套系统配有旁路烟道和汽水自动调节,确保不影响主工艺。
2. 转炉宽温域干式烟气显热回收
传统OG/LT湿法靠喷水降温,显热全失。前沿干式工艺为:800~1000℃转炉第四孔高温烟气→汽化冷却烟道→干式气固分离器(捕集火种防燃爆)→急冷换热器(800→200℃,产中压蒸汽)→中低温对流换热器(200→150℃,产低压蒸汽或热水)→干法布袋除尘→煤气回收。该工艺取消喷淋,实现800~200℃全温域显热回收,并配套主动防爆+被动泄爆安全系统。
3. 热风炉/加热炉尾部烟气导热油双预热+ORC发电
以导热油为热媒,尾部280~330℃烟气经防腐翅片管换热器加热导热油,导热油再分别预热高炉煤气和助燃空气至190~230℃;对于150℃以下低温余热,采用非共沸混合工质的ORC透平发电或吸收式热泵供暖,实现低品位热能增值利用。
二、余热回收效果
烧结余热梯级回收:双压余热锅炉+发电系统热回收效率可达80%~85%,吨烧结矿发电量达18~30 kWh/t,配套大烟道取热后综合吨矿发电量提升30%以上,排烟温度降至130℃以下。
转炉干式全温域回收:吨钢蒸汽产量由传统60 kg提升至110~120 kg,显热回收率>70%,吨钢节能约5~10 kgce,减碳13~26.5 kg/t钢,且无污泥、零耗新水。
热风炉双预热+ORC:可将热风炉排烟温度降至100~125℃,煤气/空气预热至200℃以上,高炉煤气节约5%~8%;ORC系统在120~150℃热源下吨钢发电量可达8~12 kWh,整体余热回收效率>90%。
电炉第四孔余热:回收140~200 kg蒸汽/t钢,年减排CO₂数万吨。
三、投资与回报分析
以典型规模项目为例:
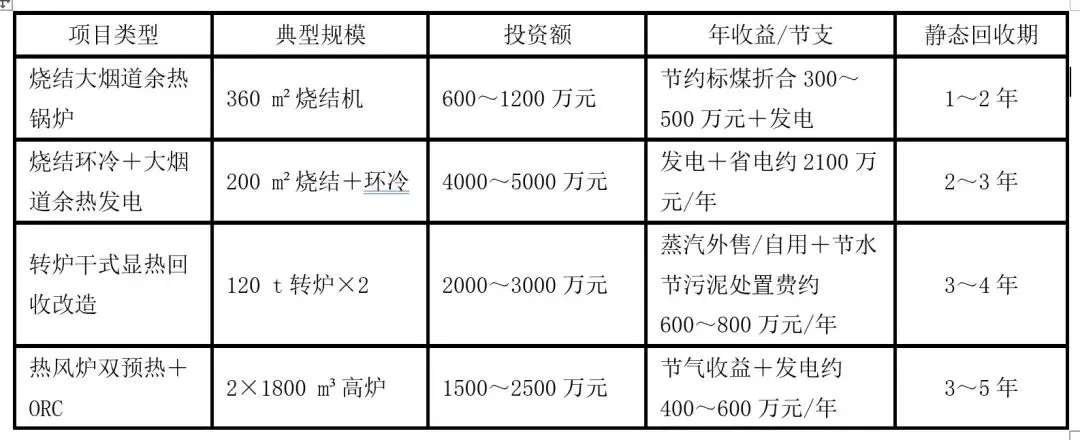
注:以上未含国家或地方节能改造专项资金补贴(通常可覆盖设备投资10%~30%),补贴到位后回收期可再缩短0.5~1年。设备设计寿命一般10~15年,运维成本主要为除盐水、循环泵电费及定期清灰,约占年收益的5%~8%。
四、结语
钢铁行业烟气余热回收已从单一"产蒸汽"走向"高温发电—中温工艺回用—低温ORC/热泵"的梯级深度利用。转炉干式全温域回收、烧结双源梯级发电及防腐双预热是当前最具推广价值的前沿路线,在典型钢厂中投资回收期多在1.5~4年,兼具显著的节能降碳效益与长期运营收益,是钢铁企业落实《工业重点领域节能降碳改造升级实施指南》的重点技改方向。