第 12 章 结构件与材料
12.1 结构设计概述
结构件与材料是人形机器人的"骨骼与皮肤",为所有子系统提供机械支撑、运动传递和外部防护。人形机器人的结构设计面临三重核心矛盾,这些矛盾的权衡贯穿整个设计流程。
第一重矛盾是轻量化与强度的矛盾。整机重量通常限制在 40–80 kg(消费级 40–60 kg,工业级 60–80 kg),但结构需承受行走冲击(2–3 倍体重的瞬态载荷,即 120–240 kg 等效力)和操作载荷(10–20 kg 抓取 + 1.5–2 倍动载系数)。以 60 kg 级人形机器人为例,单腿支撑相的髋关节反力可达 1800–2400 N,踝关节反力可达 1500–2000 N,对应大腿连杆的弯曲应力需控制在材料屈服强度的 50% 以下(安全系数 2.0)。第二重矛盾是紧凑性与可维护性的矛盾。人形机器人内部空间高度紧凑(躯干内腔容积仅 3–5 L,需容纳电池、计算平台、电源管理、通信模块),但需便于维修和更换部件,要求模块化拆装和可达性设计。第三重矛盾是仿生性与工程性的矛盾。外观需类人形态以适应人类环境和人机交互,但内部需工程化的功能布局(电机、减速器、线束的规整排布),二者在空间分配上常冲突。
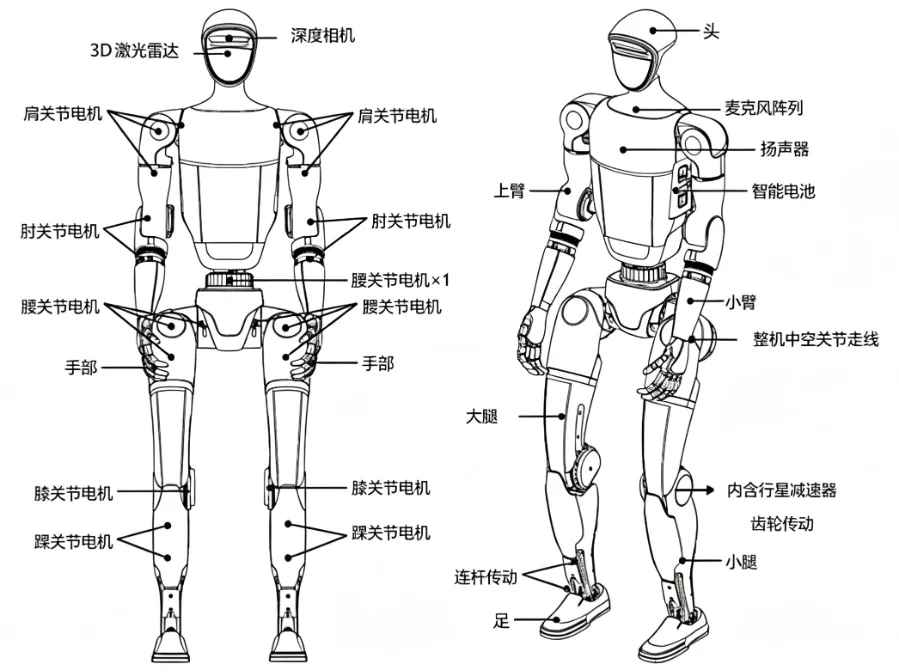
图 12-1 人形机器人结构外观示意图(宇树科技)
从重量分配角度,人形机器人的结构件重量约占整机重量的 30%–40%,是仅次于执行器系统(35%–45%)的第二大重量贡献者。以 60 kg 级人形机器人为例:执行器系统约 22–27 kg(含电机、减速器、编码器),结构件约 18–24 kg(含骨架、外壳、关节支架),电池约 7–10 kg,计算与电子约 3–5 kg,线缆与连接器约 2–3 kg。结构件的重量优化空间最大:通过拓扑优化、材料替换和工艺改进,结构件重量可降低 20%–35%,对应整机减重 6%–12%,直接提升续航和负载能力。因此,结构件是降本减重的重要优化方向。
12.2 人形机器人结构设计方法论
人形机器人的结构设计采用自顶向下、多目标优化的方法论,设计流程分为六个阶段。需求分析阶段明确运动范围(各关节角度区间)、载荷条件(静态载荷、动态冲击、疲劳载荷)、环境要求(温度、湿度、粉尘、腐蚀)、重量预算(整机重量上限和各部件重量分配)和成本目标(BOM 成本上限)。概念设计阶段确定整体构型(关节数量、布局、自由度分配)和主要尺寸(身高、臂展、腿长、关节间距),通常通过多方案对比(如串联 vs 并联关节、直驱 vs 减速驱动)选择最优构型。详细设计阶段进行结构详细设计、材料选择和工艺规划。这一阶段需输出完整的 CAD 模型(含尺寸、公差、配合)、材料清单(BOM)和工艺文件(加工工艺、装配工艺)。仿真验证阶段通过有限元分析(FEA)验证结构强度、刚度和动态特性:静力学分析验证最大应力是否低于材料屈服强度(安全系数 ≥ 1.5–2.0);模态分析验证一阶固有频率是否高于激励频率的 1.5 倍(避免共振,行走激励频率约 1–2 Hz,关节控制频率约 1000 Hz);疲劳分析验证循环载荷下的寿命是否满足设计要求(通常 ≥ 10⁶ 次循环)。样件试制阶段通过 3D 打印或 CNC 加工制作样件,进行物理验证:尺寸测量、静载测试、跌落测试、振动测试。优化迭代阶段根据测试结果优化设计,循环迭代直至满足所有设计目标。
多目标优化是人形机器人结构设计的核心方法论。结构设计需同时优化重量、强度、刚度、成本和可制造性五个目标,这些目标之间常存在冲突:减轻重量可能降低强度,提高强度可能增加成本,降低成本可能牺牲可制造性。帕累托优化(Pareto Optimization)方法寻找帕累托最优解集——即不存在另一个解在所有目标上均优于当前解。具体实现上,通常将重量作为主目标,将强度、刚度作为约束条件(应力 < 屈服强度/安全系数,变形 < 允许值),将成本和可制造性作为惩罚项。优化算法包括梯度法(适用于连续变量,如尺寸优化)、遗传算法(适用于离散变量,如材料选择)和拓扑优化算法(如 SIMP 方法,适用于材料分布优化)。
12.3 轻量化设计策略
轻量化是人形机器人结构设计的核心目标之一。每减少 1 kg 重量可降低关节载荷(直接减少电机力矩需求)、减少能耗(行走能耗约与体重成正比,每减重 1 kg 可降低 5–8 W 功耗)、提升运动性能(加速度和跳跃高度提升)。轻量化策略可归纳为"结构优化、材料替换、工艺创新"三大路径。
结构优化包括拓扑优化、尺寸优化和形状优化三个层次。拓扑优化(Topology Optimization)在给定设计空间和载荷条件下,通过算法优化材料分布,去除不承载的材料,实现"材尽其用"。其数学基础是 SIMP(Solid Isotropic Material with Penalization)方法:将设计空间离散为有限单元,每个单元赋予一个密度变量(0–1),通过惩罚中间密度促使变量趋向 0 或 1,最终得到清晰的材料分布。拓扑优化的典型效果是在保持刚度不变的前提下减重 20%–40%。尺寸优化(Size Optimization)优化壁厚、截面尺寸等连续参数,在满足强度和刚度要求的前提下最小化重量,典型减重 5%–15%。形状优化(Shape Optimization)优化结构的外形轮廓(如孔洞形状、过渡圆角),改善应力分布,减少应力集中,典型减重 3%–10%。
材料替换是用更高比强度(强度/密度)和比刚度(模量/密度)的材料替换传统材料。铝合金(6061-T6,比强度 102 kN·m/kg)替换钢(Q235,比强度 26 kN·m/kg)可减重 60%–65%;碳纤维复合材料(T700/环氧,比强度 1000–1500 kN·m/kg)替换铝合金可再减重 40%–60%;镁合金(AZ91D,比强度 158 kN·m/kg)替换铝合金可减重 33%。材料替换需综合考虑成本(CFRP 约为铝合金的 3–5 倍)、工艺性(CFRP 成型周期长)和连接兼容性(异种材料连接需绝缘防电化学腐蚀)。
功能集成是轻量化的另一有效策略。将多个零件的功能集成到一个零件上,减少连接件和紧固件的重量。例如,将关节电机支架、减速器支架和连杆接头集成为一体的"关节集成件",可省去 8–12 个螺栓和 2–3 个过渡支架,减重 15%–25%。功能集成的挑战是零件复杂度增加,可能影响可制造性,需配合 3D 打印等先进工艺实现。综合应用上述策略,人形机器人的结构重量可优化 20%–35%,对应整机减重 6%–12%。
12.4 核心结构材料
12.4.1 金属材料 (铝合金、镁合金、钛合金)
铝合金是人形机器人结构件最常用的金属材料,具有密度低(2.7 g/cm³,为钢的 1/3)、强度适中(屈服强度 200–500 MPa)、加工性好(可 CNC、压铸、挤压、焊接)、成本低(约 20–40 元/kg)等综合优势。常用牌号包括:6061-T6(通用结构,屈服强度 275 MPa,延伸率 12%,用于躯干骨架和连杆);7075-T6(高强度,屈服强度 505 MPa,延伸率 11%,用于高承载关节支架和输出法兰);2024-T3(高疲劳强度,用于承受循环载荷的连杆);ADC12(压铸铝合金,屈服强度 150 MPa,用于大批量外壳件)。铝合金的加工工艺选择取决于批量大小和精度要求:CNC 加工精度高(±0.01 mm)但成本较高(材料利用率 < 30%),适合小批量和高精度件;压铸适合大批量生产(单件成本可降至 CNC 的 1/5–1/10)但精度较低(±0.1 mm)且模具投入大(10–50 万元/套)。在特斯拉Optimus Gen2中,其四肢骨架采用铝镁合金减重15%,同时通过拓扑优化设计保持结构刚性。
镁合金密度仅为 1.8 g/cm³,比铝合金轻 33%,是实用金属中最轻的,是轻量化的理想选择。常用牌号包括 AZ91D(压铸,屈服强度 160 MPa)和 AZ31B(挤压/机加工,屈服强度 150 MPa)。镁合金的优势是比刚度(模量/密度)与铝合金相当,减振能力优于铝合金(阻尼比为铝合金的 10–100 倍),适合承受振动的结构件。镁合金的局限在于:耐腐蚀性差(在潮湿环境中易发生电化学腐蚀,需表面防腐处理如微弧氧化);加工性差(切削时易燃,需专用冷却液和防护);成本较高(约为铝合金的 1.5–2 倍)。目前,镁合金在人形机器人中主要用于对减重敏感的部件,如躯干骨架和四肢连杆。特斯拉Optimus Gen2已确定采用镁合金作为轻量化材料,主要用于壳体和电驱部件,预计可使整机减重10%,同时提升散热性能。国内供应商如宝武镁业(全球镁合金龙头,市占率超30%)已与特斯拉建立汽车部件供应关系,并有望参与Optimus机器人的镁合金部件供应。
钛合金(如 Ti-6Al-4V,TC4)具有极高的比强度(屈服强度 880 MPa,密度 4.5 g/cm³,比强度 196 kN·m/kg,为铝合金的 2 倍)和优异的耐腐蚀性,但成本极高(约 200–400 元/kg,为铝合金的 10–20 倍),加工性差(切削难度大,刀具磨损快)。钛合金在人形机器人中仅用于关键承载部件,如髋关节输出轴、膝关节主轴等承受高交变载荷的部位。钛合金的疲劳极限约为屈服强度的 50%–60%(铝合金仅 30%–35%),在循环载荷下寿命更长,适合长期承受行走冲击的关节主轴。宇树科技H1人形机器人采用航空级碳纤维骨骼与钛合金关节,在1.8米身高下将体重控制在47公斤,减重30%的同时实现0.8米腿长,接近人类运动员黄金比例。
12.4.2 碳纤维复合材料
碳纤维增强聚合物(CFRP)是人形机器人轻量化的首选材料,具有极高的比强度和比刚度、可设计性强、热膨胀系数低等优势。CFRP 的典型性能:密度 1.5–1.6 g/cm³(为铝合金的 56%),拉伸强度 1500–3000 MPa(为铝合金的 5–10 倍),弹性模量 130–230 GPa(与铝合金相当),比强度可达 1000–1500 kN·m/kg(为铝合金的 10–15 倍)。CFRP 的核心优势是可设计性:通过调整纤维铺层方向和顺序,可在不同方向上定制刚度和强度,实现"载荷方向上的材料高效利用"。例如,承受单向拉伸的连杆可在 0° 方向铺 80% 纤维,承受扭转的轴可在 ±45° 方向铺 60% 纤维,这是各向同性的金属材料无法实现的。
碳纤维按拉伸强度分为 T300(3500 MPa)、T700(4900 MPa)、T800(5880 MPa)、T1000(6370 MPa)和 T1100(7000 MPa)等级别,按模量分为标准模量(230 GPa)、中等模量(300–400 GPa)和高模量(>400 GPa)。人形机器人结构件通常采用 T700/T800 级标准模量碳纤维,兼顾强度、模量和成本。碳纤维原丝的国产化率已大幅提升:T700 级国产化率 > 80%(中复神鹰、光威复材),T800 级国产化率 > 60%,T1000 级仍主要依赖日本东丽。
CFRP 的制造工艺决定了零件的质量和成本。预浸料热压罐成型:将预浸料(纤维预先浸渍树脂)按设计铺层,放入热压罐在高温高压(120–180°C,0.3–0.7 MPa)下固化,质量最高(孔隙率 < 1%),但成本高、周期长(单件 4–8 小时),适合航空航天和高端人形机器人。树脂传递模塑(RTM):将干纤维预制件放入模具,注入树脂并在较低压力下固化,适合中等批量生产(单件 30–60 分钟),成本为热压罐的 1/3–1/2。拉挤成型:纤维连续浸渍树脂并通过模具拉挤固化,适合等截面零件(如管材、型材)的连续生产,效率最高但形状受限。目前,CFRP 零件的成本仍较高(约为铝合金的 3–5 倍),但随着制造工艺的成熟(如快速固化树脂、自动化铺层)和产量的增加,成本正在快速下降,预计 2028 年 CFRP 零件成本将降至铝合金的 2 倍以内。
CFRP 在人形机器人中的应用包括四肢连杆、躯干外壳、关节输出法兰等。CFRP 的局限在于:层间强度低(仅为面内强度的 5%–10%),易发生层间分层失效;连接困难(不能直接攻丝,需预埋金属件或胶接);抗冲击性差(冲击载荷下易脆性断裂);可回收性差(热固性树脂无法熔融回收)。这些局限要求 CFRP 件的设计需特别注意层间应力、连接方式和冲击防护。
12.4.3 工程塑料与弹性体
工程塑料在人形机器人中用于非承载或轻承载部件,如外壳覆盖件、传感器支架、线缆固定件、齿轮和轴承保持架等。工程塑料的优势是密度低(1.0–1.5 g/cm³)、成型效率高(注塑周期 30–60 秒)、成本低(10–50 元/kg)、耐腐蚀和电绝缘。常用工程塑料包括:尼龙(PA,PA66 屈服强度 80 MPa,PA12 更耐冲击),强度高、耐磨、自润滑,适合齿轮和轴承保持架,玻纤增强后(PA66-GF30)屈服强度可达 180 MPa;聚碳酸酯(PC,屈服强度 65 MPa),透明(透光率 89%)、抗冲击(Izod 冲击强度 600–850 J/m),适合视觉传感器窗口和外壳;聚甲醛(POM,屈服强度 70 MPa),耐磨(摩擦系数 0.2)、尺寸稳定(吸水率 0.2%),适合小型齿轮和衬套;聚醚醚酮(PEEK,屈服强度 100 MPa),耐高温(长期使用温度 250°C)、高强度、耐化学腐蚀,适合高温环境下的结构件和绝缘件,但成本极高(约 800–1500 元/kg)。特斯拉Optimus Gen2利用PEEK材料实现减重10公斤,同时提升行走速度30%。聚苯硫醚(PPS,密度 1.35 g/cm³,拉伸强度 90 MPa)兼具高热稳定性(长期使用温度 200–240°C)和优异的耐化学腐蚀性,且阻燃性极佳,适合耐高温骨架结构、电器绝缘支架和连接器。液晶聚合物(LCP,密度 1.40 g/cm³,玻纤增强后拉伸强度 150 MPa)则以其极低的介电常数、高尺寸稳定性和极佳的流动性,广泛应用于高频信号传输部件和微型精密连接器。聚酰亚胺薄膜(PI,密度 1.42 g/cm³,拉伸强度 300 MPa)凭借极高的耐温性(-269°C ~ 400°C)和优异的机械强度,成为柔性电路板(FPC)和传感器阵列的首选基底骨架。这些工程塑料在实现部件减重 30%–50% 的同时,提升了机器人的整体性能与环境适应性。
弹性体用于密封件、减震垫和仿生皮肤,常用材料包括:硅胶(Silicone,密度 1.1–1.2 g/cm³,拉伸强度 5–10 MPa,柔软、生物相容性好、耐温 -50°C 至 250°C,硬度 Shore A 10–80),适合仿生皮肤和柔性密封件,其中高纯度聚二甲基硅氧烷(PDMS,密度 1.10 g/cm³,拉伸强度 5 MPa)作为高端医用/电子级硅胶,以其卓越的柔韧性、光学透明性和易加工性,被广泛用作电子皮肤的柔性封装层和微流控芯片基底;热塑性聚氨酯(TPU,密度 1.1–1.2 g/cm³,拉伸强度 30–50 MPa,耐磨、弹性好、抗撕裂,硬度 Shore A 60–98),适合缓冲减震垫和关节防护套;氟橡胶(FKM/FKM,密度 1.8–1.9 g/cm³,拉伸强度 10–15 MPa,耐高温 250°C、耐化学腐蚀),用于极端环境密封。水凝胶(Hydrogel,密度 1.05 g/cm³,拉伸强度 0.5 MPa)则因超软力学特性(模量接近人体组织)、高含水量与多模态感知能力,在前沿仿生触觉皮肤和柔性传感层研究中备受青睐,但其耐久性与环境稳定性仍待提升。弹性体的选型需平衡硬度(影响密封力和触感)、回弹性(影响减震效果)、耐温性和耐老化性。
3D 打印工程塑料零件在人形机器人快速原型和小批量生产中的应用日益广泛。FDM(熔融沉积)打印 PA、PC、TPU 等材料,成本低但精度有限(±0.2 mm)且层间强度低;SLA(光固化)打印树脂,精度高(±0.05 mm)但材料脆性大;SLS(选择性激光烧结)打印 PA12 粉末,精度中等(±0.1 mm)且力学性能接近注塑件,适合小批量功能件。3D 打印的优势是无需模具、设计自由度高(可制造内部网格、随形流道等复杂结构),适合人形机器人的快速迭代和小批量定制生产。
表 12-1 人形机器人核心结构材料特性对比表
材料牌号 | 密度 (g/cm³) | 屈服/拉伸 强度 | 比强度 (kN·m/kg) | 弹性模量 | 成本 (元/kg) | 应用 | 国内核心供应商 |
铝 6061-T6 | 2.70 | 275 | 102 | 69 | 20-40 | 通用骨架、四肢连杆 | 南山铝业 立讯/长盈 |
铝 7075-T6 | 2.81 | 505 | 180 | 72 | 30-45 | 高强关节支架、输出法兰 | 同上 |
镁 AZ91D | 1.81 | 160 | 88 | 45 | 35-60 | 躯干主框架、轻量化壳体 | 宝武镁业 宜安科技 |
钛 Ti-6Al-4V | 4.43 | 880 | 199 | 114 | 200-400 | 髋/膝主轴、行星架 | 宝钛股份 西部超导 |
CFRP T700 | 1.55 | 1750 | 1129 | 135 | 150-300 | 四肢连杆、躯干外壳 | 中复神鹰 光威复材 |
CFRP T800 | 1.60 | 2500 | 1563 | 160 | 300-500 | 高端连杆、极限承载件 | 同上 |
PEEK | 1.32 | 95 | 72 | 3.8 | 500-800 | 高温绝缘件、耐磨轴承 | 中研股份 鹏孚隆 |
PPS | 1.35 | 90 | 67 | 4.0 | 30-50 | 耐高温骨架结构、电器连接器 | 聚石化学 新和成 |
LCP | 1.40 | 150 | 107 | 10.0 | 50-100 | 高频信号传输部件、微型连接器 | 沃特股份 金发科技 |
UHMWPE | 0.94 | 35 | 37 | 0.8 | 30-50 | 耐磨衬套、关节面、抗冲击件 | 扬子石化 九江中星 |
PI | 1.42 | 300 | 211 | 3.0 | 150-300 | 柔性电路基底、电子皮肤基底 | 瑞华泰 国风新材 |
PA66-GF30 | 1.36 | 160 | 118 | 8.5 | 25-40 | 齿轮、支架、外壳 | 金发科技 普利特 |
PC | 1.20 | 65 | 54 | 2.4 | 20-30 | 视觉传感器窗口、透明罩 | 沧州大化 聚石化学 |
POM | 1.42 | 65 | 46 | 2.8 | 15-25 | 小型齿轮、衬套、滑轮 | 云天化 龙宇燃气 |
通用硅胶 | 1.15 | 8 | 7 | <0.1 | 20-40 | 仿生皮肤、柔性密封件 | 合盛硅业 东岳硅材 |
TPU | 1.15 | 40 | 35 | <0.1 | 20-35 | 缓冲减震垫、关节防护套 | 万华化学 华峰化学 |
氟橡胶 | 1.85 | 12 | 6 | <0.1 | 100-200 | 极端环境密封件、耐高温油封 | 东岳集团 昊华科技 |
水凝胶 | 1.05 | 0.5 | 0.5 | <0.001 | 50-150 | 多模态感知、仿生触觉皮肤 | 实验室合成 |
表 12-2 结构件制造工艺对比
工艺 | 精度 | 材料利用率 | 生产效率 | 适用批量 | 典型成本 |
五轴 CNC | ±0.01 mm | < 30% | 中 | 1–1000 件 | 100–300 元/h |
金属 3D 打印 (SLM) | ±0.05 mm | > 90% | 低 | 1–1000 件 | 500–2000 元/件 |
压铸 (铝合金) | ±0.1 mm | 70%–85% | 高 | > 10000 件 | 5–20 元/件 |
注塑 (工程塑料) | ±0.05 mm | — | 极高 | > 10000 件 | < 1 元/件 |
CFRP RTM | ±0.2 mm | — | 中 | 1000–10000 件 | 200–800 元/件 |
CFRP 热压罐 | ±0.1 mm | — | 低 | 1–1000 件 | 1000–5000 元/件 |
12.5 模块化设计与可维护性
模块化设计是人形机器人实现可维护性和可扩展性的关键策略。模块化的本质是将复杂系统分解为功能独立、接口标准化的子系统,通过组合而非定制实现整机功能。模块化设计的价值体现在四个维度:可维护性(故障模块快速更换,MTTR 从数小时降至 10–30 分钟)、可扩展性(通过更换模块升级性能,如换装更大力矩的关节模组)、可制造性(模块并行生产,缩短整机交付周期)和成本优化(模块的规模化生产降低单件成本)。
模块化设计遵循四项原则。功能独立原则要求每个模块实现独立的功能,模块间通过标准接口连接,避免功能耦合导致的连锁故障。快速拆装原则要求模块的安装和拆卸无需专用工具,操作时间 < 10 分钟,连接器采用快拆结构(如推拉式、卡扣式)。故障隔离原则要求单个模块故障不影响其他模块的功能,通过电气隔离(保险丝、光耦)和软件隔离(看门狗、异常捕获)实现。统一接口原则要求同类模块(如关节模组)采用统一的机械接口(安装尺寸、法兰标准)、电气接口(连接器型号、引脚定义)和通信接口(总线协议、地址分配),实现互换。
目前,人形机器人的模块化程度正在提高。关节模组已高度模块化:集成了电机、减速器、编码器、驱动器和控制器的一体化关节(如宇树 A1、因时机器人 RH56),具备统一的机械法兰(如 ISO 9409 标准)、电气接口(航插连接器)和通信接口(EtherCAT/CAN),可直接替换。灵巧手已模块化:如 Shadow Hand、因时 RH56B,通过标准法兰和通信接口与机械臂连接。电池包已模块化:采用标准化尺寸(如 21700 电芯组成的 13S/14S 模组)和标准接口(充电、放电、通信),支持热插拔更换。然而,躯干结构和腿部连杆的模块化程度仍较低,因为这些部件的形状和尺寸与整机构型强耦合,难以标准化。
模块化设计的挑战在于标准化接口增加了重量和体积(连接器、法兰、紧固件占模块重量的 5%–15%)、模块间连接的可靠性(振动环境下连接器松动、接触电阻增大)以及模块化与轻量化之间的权衡(一体化设计更轻但不可维护)。解决思路是"关键模块模块化、结构件一体化":关节、灵巧手、电池等高故障率和高升级需求的部件采用模块化设计,躯干骨架和腿部连杆等低故障率部件采用一体化设计以追求轻量化。
12.6 仿生结构设计
仿生结构设计旨在从生物进化的成熟方案中汲取灵感,解决人形机器人传统机械结构在运动灵活性、抗冲击能力及能效比上的瓶颈。人形机器人面向人类设计的环境,其骨骼肌肉系统的拓扑构型与力学传递路径经历了千万年的自然优化,直接复制其工程原理比单纯的几何形态模仿更具价值。仿生结构设计的核心在于从宏观构型到微观组织的多尺度力学映射,追求在极小空间内实现刚度、柔度与动态响应的完美平衡。
在骨骼仿生层面,人类骨骼的密度梯度分布与微观拓扑构型为人形机器人轻量化提供了绝佳范本。宏观上,骨骼呈现外层致密皮质骨与内层多孔松质骨的梯度分布,如股骨中空截面在保持与实心截面同等弯曲刚度前提下减重30%至40%。人形机器人四肢连杆据此广泛采用中空截面,在保证抗弯刚度时大幅削减冗余质量。微观上,松质骨内骨小梁沿主应力轨迹自然生长,形成天然拓扑优化结构。借助金属增材制造技术,人形机器人在高承载区引入仿生蜂窝与八面体点阵、Kelvin泡沫等三维微观点阵结构,在不降低承载能力前提下实现局部减重40%至60%。此类变密度多孔填充不仅实现材料高效利用,其多孔结构的塑性变形能力更能有效分散应力集中,吸收行走硬着陆时的瞬态冲击,保护内部机电驱动系统。
在肌腱与关节仿生层面,人类肌肉骨骼系统采用跨越关节的串联弹性驱动(SEA)与并联拮抗驱动机制。人形机器人的下肢仿生设计逐渐摒弃传统的关节内置刚性直驱方案,转向“远端驱动与柔顺传动”。通过将电机与减速器布置于躯干或大腿近端,并利用高强度非金属柔性传动件(如 Vectran 纤维线、鲍登线或碳纤维板簧)跨越关节传递动力,不仅大幅降低了下肢的转动惯量(减少 15%–25%),更复现了人体跟腱在步态周期中的储能与释放机制。这种仿生弹性元件在触地相吸收冲击能量,在离地相释放,可使行走能耗降低 10%–15%。此外,关节内部采用非圆齿轮或交叉耦合连杆机构模拟人体韧带的运动学约束,实现了关节刚度随位姿的非线性变化,兼顾了支撑相的刚性与摆动相的灵活性。
在末端接触与缓冲仿生层面,人形足部和手部的结构设计深度融入了生物力学特性。人足的足弓结构是一个被动的三维弹簧系统,仿生足底通常采用多层异构结构:底层为仿生脂肪垫的高阻尼硅胶或 TPU 晶格提供摩擦与减震,中层为碳纤维悬梁臂模拟足弓储能,顶层为刚性支撑板。这种结构在单足支撑相能有效分散 1.5–2 倍体重的冲击力,并自适应贴合不规则地形的形面。仿生灵巧手则通过仿生指骨的变截面设计与指间关节的耦合联动,复刻人体手指在抓取时的包络轨迹,辅以具备柔顺层的仿生皮肤,使抓取接触面积提升 40% 以上,显著降低了控制系统的抓取规划算力需求与局部压强风险。总体而言,仿生结构设计正在推动人形机器人从“刚性机械”向“柔顺生物力学系统”演进。
12.7 密封与防护设计
密封与防护设计确保人形机器人在恶劣环境下可靠工作。人形机器人的工作环境涵盖室内(家居、办公)、室外(街道、工地)和工业(车间、仓库),需防尘、防水、防腐蚀和防跌落。防护等级通常要求 IP54 以上(防尘、防溅水),工业场景要求 IP65 以上(防尘、防喷水),户外场景要求 IP67(防尘、防短时浸水)。
密封设计需处理三类密封场景。旋转密封针对关节输出轴的连续旋转,通常采用旋转轴密封圈(油封)或机械密封,密封压力 0.1–0.5 MPa,线速度 < 10 m/s,寿命 > 10⁷ 转。旋转密封的挑战是摩擦发热和磨损:高速旋转时密封圈摩擦产生热量(摩擦系数 0.1–0.3),需配合散热设计;磨损后密封失效,需定期更换。静止密封针对外壳接缝、连接器接口,通常采用 O 型圈(硅橡胶或氟橡胶,硬度 Shore A 60–70)或密封胶(硅酮密封胶,耐温 -50°C 至 250°C)。O 型圈的密封原理是挤压变形填充间隙,压缩率 15%–25% 时密封效果最佳。动态密封针对线缆出口、散热风道,通常采用密封格兰(cable gland)或迷宫密封,允许线缆穿过同时阻挡水尘。
防护设计包括防尘、防水、防腐蚀和防跌落四个方面。防尘方面,进风口安装防尘滤网(G3–G4 级,过滤效率 80%–95%),关节采用密封轴承(2RS 密封,防尘等级 IP54)。防水方面,外壳接缝采用密封胶 + O 型圈双重密封,连接器采用防水型(IP67,如 M12、M8 航插),按键和指示灯采用硅胶密封。防腐蚀方面,外壳表面采用阳极氧化(铝合金,膜厚 10–25 μm,耐盐雾 500 小时)或电泳涂装(钢件,膜厚 20–30 μm,耐盐雾 1000 小时),紧固件采用不锈钢(SUS304)或达克罗涂层。防跌落方面,关键部位(头部、手部)增加缓冲结构(如 TPU 缓冲垫,厚度 2–5 mm,吸收 30%–50% 冲击能量),外壳角部采用圆角设计(半径 > 3 mm)减少冲击应力集中。
表 12-3 防护等级 IP 释义
IP 等级 | 防尘 | 防水 | 适用场景 |
IP40 | 防 > 1mm 固体 | 无 | 室内洁净环境 |
IP54 | 防尘 | 防溅水 | 一般室内 |
IP65 | 无尘 | 防低压喷水 | 工业车间 |
IP66 | 无尘 | 防高压喷水 | 户外/清洗 |
IP67 | 无尘 | 1m 浸泡 30min | 户外/潮湿 |
IP68 | 无尘 | 持续浸水 | 水下作业 |
12.8 人机工程学设计
人机工程学设计确保人形机器人在与人类交互时的安全性和舒适性。人形机器人在家居、办公、医疗等场景中与人类近距离接触,其外观、温度、运动和行为直接影响人类的安全感和接受度。人机工程学设计遵循五项原则。
无锐角设计原则要求所有外露边缘采用圆角过渡,半径 > 5 mm,避免划伤。外壳表面无突起物(如螺栓、散热片),所有紧固件采用内藏式设计。夹点防护原则要求关节运动产生的夹点区域(如肘关节内侧、膝关节后侧)设置防护罩或传感器,防止夹伤。夹点传感器(如压力传感器、电容传感器)检测到异物进入时立即停止关节运动,响应时间 < 10 ms。表面温度控制原则要求外露表面温度 < 45°C(金属表面)或 < 50°C(塑料表面),避免烫伤。这一要求对散热设计提出挑战:关节电机和计算平台的热量需通过内部散热通道导出,而非通过外壳散热。重量分布原则要求重心位置接近人体自然重心(骨盆区域,约身高 55%–60% 处),确保运动稳定性。重心过高(如电池置于头部)将导致行走不稳,重心过低(如电池置于足部)将增加腿部惯量。外观设计原则要求外观友好、不引起恐惧感,避免"恐怖谷"效应——当机器人外观过于接近人类但又不完全像人类时,会引发人类的不适感。
目前,人形机器人的外观设计越来越注重人机工程学,从工业风格向亲和风格转变。Tesla Optimus 采用流线型白色外壳,隐藏内部机械结构,外观简洁友好;Figure 03 采用柔和的面部设计,避免恐怖谷效应;Unitree G1 采用圆润的曲线和明亮的配色,降低视觉威胁感。小鹏 IRON 则更进一步,以 1:1 真人比例和“骨骼‑肌肉‑皮肤”三层仿生架构打造,通体白色极简,通过仿人脊椎与柔性步态实现动态拟人,其行走姿态曾因过于逼真而引发热议;优必选科技则双线并进——U1 系列超仿生人形机器人复刻皮肤纹理、毛孔与血管,并遵循东方美学的“三庭五眼”面部比例,追求静态外观的极致仿真,而 Walker 系列在商用场景中采用 3D 打印晶格仿生肌肉结构,兼顾亲和力与功能感。这些新产品的加入,丰富了“像人”的实现路径:有的侧重于运动姿态的仿生,有的着力于外观触感的逼真,但均未脱离“功能可见性”与“友好性”的核心平衡——既通过关节活动、仿生脊椎等设计暗示机器人的灵活能力,又以圆润曲面、柔性材质和克制的情感化面容降低威胁感,推动人形机器人从工具向伙伴的进化。
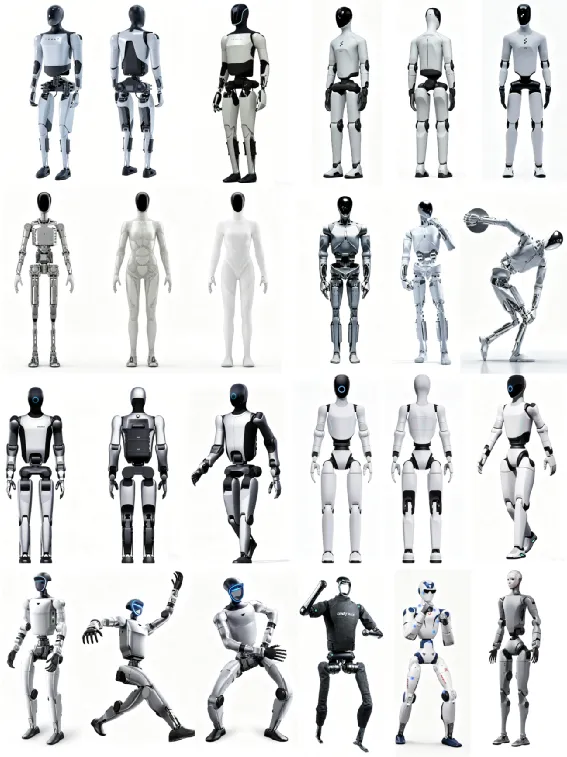
图 12-2 人形机器人美学设计(1-3:特斯拉,4-6:Figure,7-12:小鹏,13-18:优必选,19-24:宇树)
12.9 结构有限元分析与优化
有限元分析(FEA)是人形机器人结构设计验证的核心工具,通过将连续结构离散为有限个单元,在每个单元上建立力学方程并组装求解,预测结构的力学行为。FEA 的价值在于:在设计阶段即可预测结构的强度、刚度、动态特性和疲劳寿命,避免"设计-试制-测试-修改"的反复迭代,缩短开发周期 30%–50%。
FEA 分析类型包括四类。静力学分析计算在给定载荷下的应力、应变和变形,验证结构强度(最大应力 < 材料屈服强度/安全系数,安全系数通常取 1.5–2.0)和刚度(变形量 < 设计要求)。人形机器人结构 FEA 的关键工况包括:站立(1 倍体重载荷,验证静态强度)、行走冲击(2–3 倍体重冲击载荷,验证动态强度)、跌落(1 m 跌落冲击,验证极限强度)、搬运(10–20 kg 负载,验证操作强度)。跌落分析通常采用显式动力学(如 LS-DYNA),计算毫秒级冲击过程中的应力波传播和塑性变形。
模态分析计算结构的固有频率和振型,避免共振。人形机器人结构的基频(第一阶固有频率)应避开关节控制带宽(通常 10–50 Hz)和行走步频(1–3 Hz)的整数倍,否则将引发结构共振导致疲劳失效。典型要求:大腿连杆基频 > 100 Hz,躯干基频 > 50 Hz,整机基频 > 20 Hz。若基频不满足要求,需通过增加壁厚、加强筋或改变截面形状提升刚度。
瞬态动力学分析计算冲击载荷下的动态响应,如跌落冲击分析、碰撞分析,输出时间历程的应力和变形。疲劳分析基于 S-N 曲线(应力-寿命曲线)和 Miner 线性累积损伤理论,预测在循环载荷下的疲劳寿命,要求设计寿命(通常 10⁶–10⁷ 次循环)内不发生疲劳裂纹。
拓扑优化是结构轻量化设计的核心方法,在给定设计空间和载荷条件下,通过算法优化材料分布,去除不承载的材料,实现"材尽其用"。拓扑优化的数学本质是一个带约束的优化问题:最小化结构柔度(即最大化刚度),约束为体积比(通常 30%–50%)和制造约束(如拔模方向、最小壁厚)。主流软件包括 Altair OptiStruct、ANSYS Mechanical、Dass Tosca。拓扑优化的输出是一个非规则的材料分布(通常呈树枝状或网状),需通过形状优化和尺寸优化将其转化为可制造的工程结构。目前,拓扑优化软件已与 CAD 软件深度集成,实现设计-仿真-优化的自动化迭代,优化后结构重量可减轻 20%–40%。
12.10 先进制造工艺
人形机器人结构件的制造工艺正在从传统 CNC 加工向先进制造工艺转变。制造工艺的选择需综合权衡精度、表面质量、材料利用率、生产效率和成本,不同工艺适用于不同的生产阶段和批量规模。
五轴 CNC 加工是当前最常用的制造工艺,精度高(±0.01 mm)、表面质量好(Ra 0.8–1.6 μm),适合复杂曲面和高精度结构件的加工。五轴联动可一次装夹完成多面加工,避免多次装夹误差。CNC 加工的局限是材料利用率低(通常 < 30%,大量材料被切削去除)和成本较高(设备投入 50–200 万元,加工费 100–300 元/小时)。CNC 加工适合原型试制和小批量生产(< 1000 件),在大批量生产中成本劣势明显。
金属 3D 打印(SLM/EBM)可以制造传统工艺无法实现的复杂结构(如内部网格、随形冷却通道、点阵结构),材料利用率 > 90%,适合拓扑优化后的复杂结构件制造。SLM(选择性激光熔化)采用激光熔化金属粉末,精度 ±0.05 mm,表面粗糙度 Ra 8–15 μm,可加工铝合金(AlSi10Mg)、钛合金(Ti-6Al-4V)、不锈钢(316L)。EBM(电子束熔化)采用电子束熔化,速度更快但精度略低,主要用于钛合金。金属 3D 打印的局限是表面粗糙度较大(需后处理)、成本较高(设备投入 300–800 万元,加工费 500–2000 元/件)和生产效率低(单件数小时至数十小时)。目前,金属 3D 打印在人形机器人小批量生产和快速原型中的应用日益广泛,特别是拓扑优化后的关节支架和钛合金承载件。
碳纤维成型工艺用于制造 CFRP 零件。预浸料热压罐成型质量最高(孔隙率 < 1%),纤维体积含量 55%–65%,力学性能最优,但成本高(热压罐投入 200–500 万元)、周期长(单件 4–8 小时),适合航空航天和高端人形机器人。RTM(树脂传递模塑)将树脂注入闭合模具中的干纤维预制体,适合中等批量生产(1000–10000 件/年),周期 15–60 分钟,成本为热压罐的 1/3–1/2。拉挤成型适合等截面零件(如管材、型材)的连续生产,效率极高(线速度 0.5–2 m/min),成本最低。目前,人形机器人 CFRP 件主要采用 RTM 和拉挤成型,兼顾性能与成本。
压铸适合铝合金零件的大批量生产,生产效率高(每小时 60–120 模次)、成本低(单件 5–20 元),但模具投入大(30–100 万元/套),适合年产 10000 件以上的场景。压铸件精度 ±0.1 mm,表面质量好(Ra 1.6–3.2 μm),但内部易产生气孔,需通过真空压铸或挤压铸造改善。
注塑成型适合工程塑料零件的大批量生产,效率极高(每小时 100–500 模次),单件成本 < 1 元,但模具投入 5–30 万元/套,适合年产 10000 件以上的场景。目前,人形机器人结构件的制造呈现"原型用 3D 打印、小批量用 CNC、大批量用压铸/注塑"的分层格局。
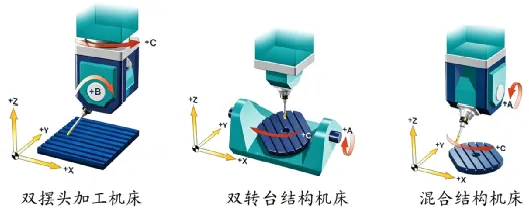
五轴机床这么多,到底有哪几种类型? - 工业数字化应用
图 12-3 五轴CNC技术原理
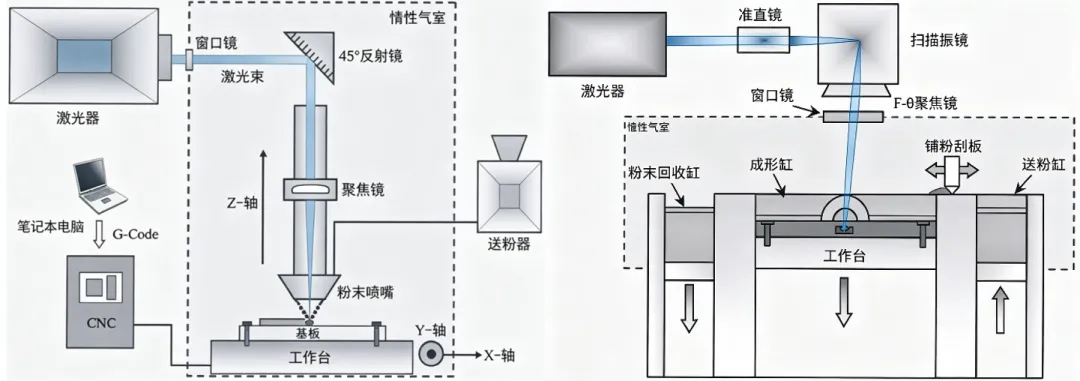
LENS与SLM金属3D打印技术原理及熔池形态对比 - 3D打印资讯 - 魔猴网
图 12-4 金属3D打印技术(左:激光熔覆沉积,右:选区激光熔融)
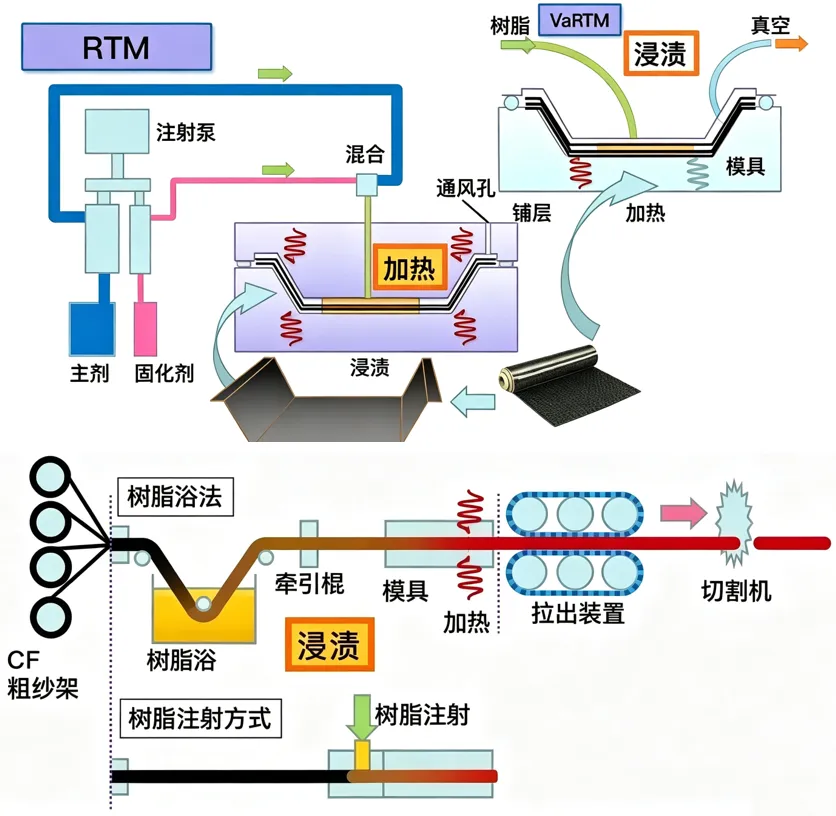
八种常见的高性能碳纤维成型方法 复材云集|复合材料_复材云集
图 12-5 碳纤维成型工艺(上:树脂传递模塑,下:拉挤成型)
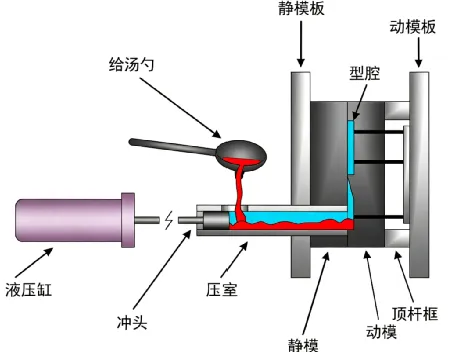
压铸——典型的数字化工业案例_压铸周刊—有决策价值的压铸资讯
图 12-6 压铸成型工艺
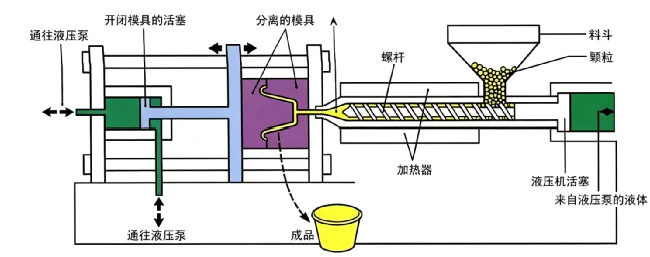
3D打印与注塑成型工艺 - 睿现科技——数字化制造工厂|尼龙3D打印
图 12-7 注塑成型工艺
表 12-3 结构件制造工艺对比
工艺 | 精度 | 材料利用率 | 生产效率 | 适用批量 | 典型成本 |
五轴 CNC | ±0.01 mm | < 30% | 中 | 1–1000 件 | 100–300 元/h |
金属 3D 打印 (SLM) | ±0.05 mm | > 90% | 低 | 1–1000 件 | 500–2000 元/件 |
压铸 (铝合金) | ±0.1 mm | 70%–85% | 高 | > 10000 件 | 5–20 元/件 |
注塑 (工程塑料) | ±0.05 mm | — | 极高 | > 10000 件 | < 1 元/件 |
CFRP RTM | ±0.2 mm | — | 中 | 1000–10000 件 | 200–800 元/件 |
CFRP 热压罐 | ±0.1 mm | — | 低 | 1–1000 件 | 1000–5000 元/件 |
12.11 结构件测试与验证
结构件测试与验证是闭合设计仿真与工程应用鸿沟的关键环节,旨在通过物理暴露揭示有限元分析难以预测的非线性失效与多物理场耦合缺陷。测试体系遵循从材料本构到零件级再到整机级的金字塔层级。材料级测试聚焦各向异性本构关系与断裂韧性校准,为仿真提供高精度输入;零件级验证结构拓扑与连接可靠性;整机级考核系统集成与边界耦合效应。
强度测试需摒弃单向理想加载,转向多轴复合受力模拟。静态载荷测试在1.5至2倍设计载荷下保载10分钟,要求塑性应变低于0.2%,同时通过应变片验证应力集中区域的仿真精度。极限载荷测试施加2至3倍设计载荷直至屈服,要求结构发生塑性变形但不丧失整体承载能力,以考察抗崩塌能力。
刚度测试包含静态形变与动态模态两部分。静态刚度测量在给定载荷谱下记录关键节点位移,验证铰链配合面的接触刚度。动态模态测试采用激振器或力锤获取频响函数,要求一阶基频避开关节控制带宽与行走步频的整数倍,并识别局部薄壁板的局部模态共振风险。
疲劳测试是耗时最长的环节。循环载荷测试依据实测步态载荷谱进行变幅加载,循环次数要求达到1000万次且无宏观裂纹。考虑到定频测试耗时极长,加速寿命测试基于Miner线性累积损伤理论,通过提高载荷幅值截断低应力循环,将测试周期压缩至数日。多试样并行测试与裂纹扩展声发射监测技术被广泛引入以捕捉微观裂纹萌生。
环境测试从单一因素向多物理场耦合演进。高低温交变测试验证热胀冷缩对配合间隙与预紧力的影响。湿热测试针对复合材料与胶接界面,评估吸湿降解效应。盐雾测试验证表面处理工艺的防腐耐久性。更严苛的温湿度振动三综合测试,能同步模拟户外多变气候与行走机械振动,暴露材料在耦合应力下的早期老化与松脱失效。当前人形机器人结构件测试尚无专属国际标准,主要跨界借用航空航天MIL-STD-810与汽车GB/T 28046标准体系。预计至2028年,涵盖仿生结构、柔性传动件及多材料连接的人形机器人专属结构测试规范将逐步成型。
表 12-4 材料性能参数工程对比表
性能参数 | 物理意义 | 度量单位 | 影响因素 |
刚度 | 抵抗弹性变形 | GPa | 材料本性、温度 |
强度 | 抵抗破坏 | MPa | 成分、热处理 |
硬度 | 抵抗局部压入 | HB/HR/HV | 晶体结构、缺陷 |
弹性 | 变形恢复能力 | 弹性极限 | 原子间结合力 |
塑性 | 永久变形能力 | δ, ψ | 晶粒尺寸、温度 |
韧性 | 吸收冲击能量 | J/cm² | 组织均匀性 |
挠度 | 变形位移量 | mm | 载荷、约束条件 |
表 12-5 人形机器人核心结构件测试用例示例
测试层级 | 测试类别 | 测试项目 | 测试条件与方法 | 判定标准 | 测试目的 |
零件级 | 静强度 | 髋关节支架极限加载 | 三轴同步施加2.5倍体重瞬态冲击力并保载 | 不发生断裂,塑性变形低于5% | 验证过载工况下抗崩塌能力与安全裕度 |
零件级 | 疲劳 | 大腿连杆变幅疲劳 | 基于实测步态载荷谱加载1000万次循环 | 无宏观裂纹萌生,连接面无松动 | 验证长周期动态服役下的疲劳寿命 |
零件级 | 刚度 | 膝关节模态测试 | 激振器扫频10至2000赫兹获取频响函数 | 一阶固有频率大于150赫兹 | 避免与控制带宽及步频耦合引发结构共振 |
整机级 | 冲击 | 整机多姿态跌落 | 1米高度自由跌落至测力台,覆盖正面与侧面着地 | 核心机电节点无损,骨架无断裂 | 验证瞬态冲击波传递路径与吸能策略有效性 |
材料级 | 环境 | 碳纤维管湿热老化 | 85摄氏度与85%湿度环境下放置1000小时后进行弯曲测试 | 弯曲强度保留率大于85% | 评估树脂基体吸湿降解与界面脱粘风险 |
12.12 结构件供应链分析
人形机器人结构件的供应链呈现"加工能力充足、高端材料依赖进口"的格局。这一格局反映了中国制造业在加工环节的全球竞争力,以及在高端材料环节的短板。
CNC 加工方面,中国拥有全球最大的 CNC 加工产能,供应商众多(如比亚迪电子、长盈精密、领益智造),价格竞争力强(加工费为欧美的 1/3–1/2)。碳纤维方面,T700/T800 级碳纤维国产化率 > 60%(中复神鹰、光威复材、吉林化纤),但 T1000 级以上仍依赖进口(日本东丽 Toray 占全球高端碳纤维 50% 以上份额)。镁合金方面,中国是全球最大的镁生产国(占全球产量 80% 以上),镁合金材料供应充足(云海金属、万丰奥威)。钛合金方面,中国钛合金产业链完整(宝钛股份、西部超导、西部材料),供应充足。
3D 打印方面,金属 3D 打印设备以 EOS(德国)、SLM Solutions(德国,已被尼康收购)为主,国产设备(华曙高科、铂力特、鑫精合)正在崛起,设备性能已接近国际先进水平,价格仅为进口设备的 1/2–2/3。3D 打印材料(金属粉末)方面,国产粉末(如中航迈特、飞而康)的球形度和氧含量已达到国际标准,但超高强度钛合金粉末仍部分依赖进口。
目前,结构件成本约占整机 BOM 成本的 8%–12%,其中材料成本占 30%–40%,加工成本占 40%–50%,表面处理和检测占 10%–20%。随着制造工艺的成熟和产量的增加,预计 2028 年结构件成本将下降 30%–40%,主要驱动力是:压铸和注塑工艺替代 CNC 加工降低大批量生产成本;碳纤维国产化降低材料成本;金属 3D 打印效率提升降低小批量生产成本。
12.13 结构与材料发展趋势
结构与材料的发展趋势可从智能材料、混合结构、增材制造、自愈合材料和仿生结构五个维度展望。这些趋势的共同目标是实现更轻、更强、更智能、更耐久的结构,支撑人形机器人的性能提升和成本下降。
智能材料应用方面,形状记忆合金(SMA,如 NiTi,应变恢复率 6%–8%)、压电材料(如 PZT,应变 0.1%–0.2%)、磁致伸缩材料(如 Terfenol-D,应变 0.1%–0.2%)等智能材料将赋予结构自适应变形和自感知能力。SMA 可用于自适应夹爪(通电加热后恢复预设形状,实现抓取),压电材料可用于结构健康监测(嵌入结构中感知应变和裂纹)。智能材料的局限是响应速度慢(SMA 冷却需数秒)、驱动力小(压电材料需高电压驱动),短期内难以替代传统执行器,但将在特定场景(如自适应结构、健康监测)中率先应用。
多材料混合结构方面,根据不同部位的载荷和功能需求,采用金属 + 碳纤维 + 塑料的多材料混合设计,实现最优的性能-成本平衡。例如,大腿连杆采用 CFRP 管(轻量高强)+ 铝合金法兰(连接方便)+ 钛合金螺栓(高强度)的混合设计,重量比全铝合金方案轻 30%–40%,成本比全 CFRP 方案低 30%–50%。多材料混合结构的挑战是异种材料连接(胶接、机械连接、焊接的兼容性)和热膨胀失配(CFRP 热膨胀系数近 0,铝合金 23×10⁻⁶/°C,温差 50°C 时界面应力可达 10–20 MPa)。
增材制造普及方面,金属 3D 打印将从原型制造向批量生产扩展,实现更复杂的结构设计和更短的生产周期。随着多激光 SLM 设备(4–8 激光,效率提升 3–5 倍)和专用合金粉末(如 AlSi10Mg、Scalmalloy)的成熟,金属 3D 打印的单件成本预计 2028 年下降 40%–60%,在年产 1000–10000 件的中批量生产中具备成本竞争力。增材制造将使拓扑优化后的复杂结构(如内部点阵、随形流道)从"可设计"变为"可制造",推动结构轻量化进入新阶段。
自愈合材料方面,具有自愈合能力的聚合物材料将用于外壳和密封件,提高耐用性。自愈合机制包括:微胶囊型(基体中分散含修复剂的微胶囊,裂纹扩展时胶囊破裂释放修复剂填充裂纹);可逆共价键型(如 Diels-Alder 反应,加热后共价键可逆断裂和重组);超分子相互作用型(氢键、金属-配体配位键的可逆重组)。目前自愈合材料的强度(< 50 MPa)和愈合效率(70%–90%)仍有限,短期内主要用于非承载件(如密封件、涂层),长期有望扩展至承载件。
仿生结构深化方面,从宏观仿生向微观仿生发展。仿生蜂窝结构(模仿蜂巢的六边形蜂窝)在保证刚度的同时减重 40%–60%,已应用于外壳和支架;仿生层合结构(模仿珍珠母的"砖-泥"层合结构,硬质层与软质层交替)兼具高强度和高韧性,断裂韧性比均质材料高 2–3 倍,有望应用于关节支架等抗冲击件;仿生毛发结构(模仿动物毛发的触觉感知)可赋予机器人皮肤触觉感知能力。预计到 2028 年,人形机器人结构重量将比 2026 年减轻 15%–20%,同时结构成本下降 20%–30%,结构与材料从当前的"被动支撑"向"主动感知、自适应变形"演进。