
文章来源:《锻造与冲压》2026年第6期(点击阅读整本杂志)
压力机下死点的一致性,即闭模高度的一致性。滑块下死点动态精度(一致性)是压力机的重要技术指标,直接影响冲制产品的精度以及模具的使用寿命。双极板的坯料厚度仅为0.1mm左右,对成形后流道深度精度要求达到±0.008 ~±0.015mm,这对压力机下死点的精度提出了更高的要求。
影响滑块下死点动态精度的主要因素包括速度变化、温度变化、设备刚性、综合间隙等。其中,压力机的刚性和综合间隙有严格的设计标准,制造完成后即为定值。在特定冲压速度条件下,温度变化成为影响下死点动态精度的最主要因素。
本文主要研究压力机相关位置温度变化对下死点动态精度的影响规律,并探究以下两种技术方案提高压力机下死点动态精度的可行性:一是润滑油温度控制(通过油冷机);二是闭模高度动态调整。
温度变化对下死点一致性影响规律
模拟分析温度变化对下死点位置的影响规律
⑴温度对零件尺寸的影响。
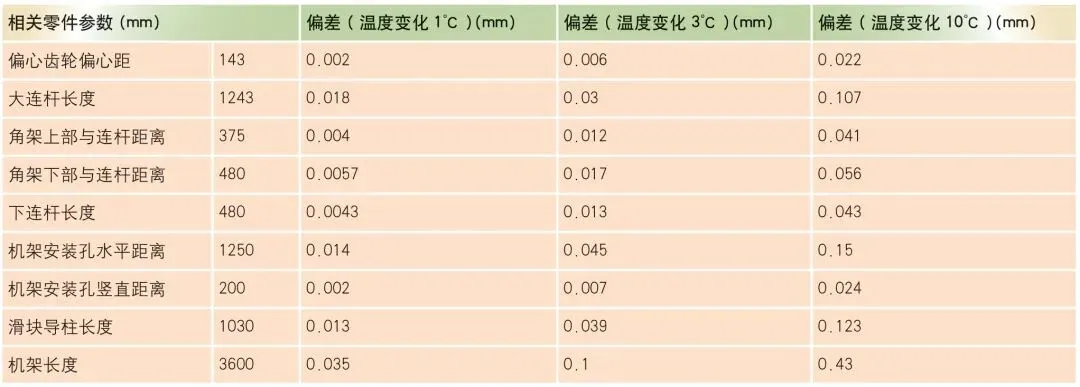
首先分析温度对零件尺寸的影响,将模型考虑为零件温度的整体变化,暂不考虑零件上温度的不同分布,优先抓住主要矛盾进行分析。对于杆类,机架等零件,模拟工况设置为:将零件放置到一平面上,环境温度设为25℃,热载荷设置26℃、28℃或35℃,即温差分别变化1℃、3℃、10℃度进行分析;对于角架、偏心齿轮等零件,固定中心孔进行分析,温度设置与杆类一致,分析得出各零件的长度变化见表1。
表1 温度变化对各零件长度的影响
⑵温度影响闭模高度的变化。
随后对多连杆机构进行运动学分析,计算各杆件长度对滑块下死点变化的影响,综合杆系运动学分析数据和机架等部件温度变化数据,得出四种情况下闭模高度的变化如表2所示。
表2 温度变化对闭模高度的影响

主要结论
机架受温度影响会伸长,导致闭模高度变大;传动零件受温度影响会使闭模高度变小,二者呈相互抵消状态。
若无油冷机,由于传动零件温升较高,而机架温升比较低,最终会导致闭模高度变小。
若有油冷机,连杆温度变化不大;当环境温度变化较小时,闭模高度变化较小;当环境温度变化较大时,闭模高度将会变大。
由于油冷机油液仅作用于传动部位,若环境温度变化过大时,闭模高度仍会发生变化,因此设恒温车间或对机架降温十分必要。
闭模高度变化检测方案
要进一步分析和改善下死点波动,首先需要实现下死点变化的精准测量。为此,自行设计了一套检测滑块下死点变化的工装:采用激光位置传感器读取滑块位置变化,经PLC计算处理后换算为下死点变化数据并储存;在公司无合适模具的情况下,使用多组氮气弹簧模拟受载工况,同时通过温度传感器记录温度变化数据。相关检测设备及安装示意图如图1 ~图4所示:

图1 激光位置传感器
图2 传感器数据处理装置

图3 压力机以及氮气弹簧放置位置
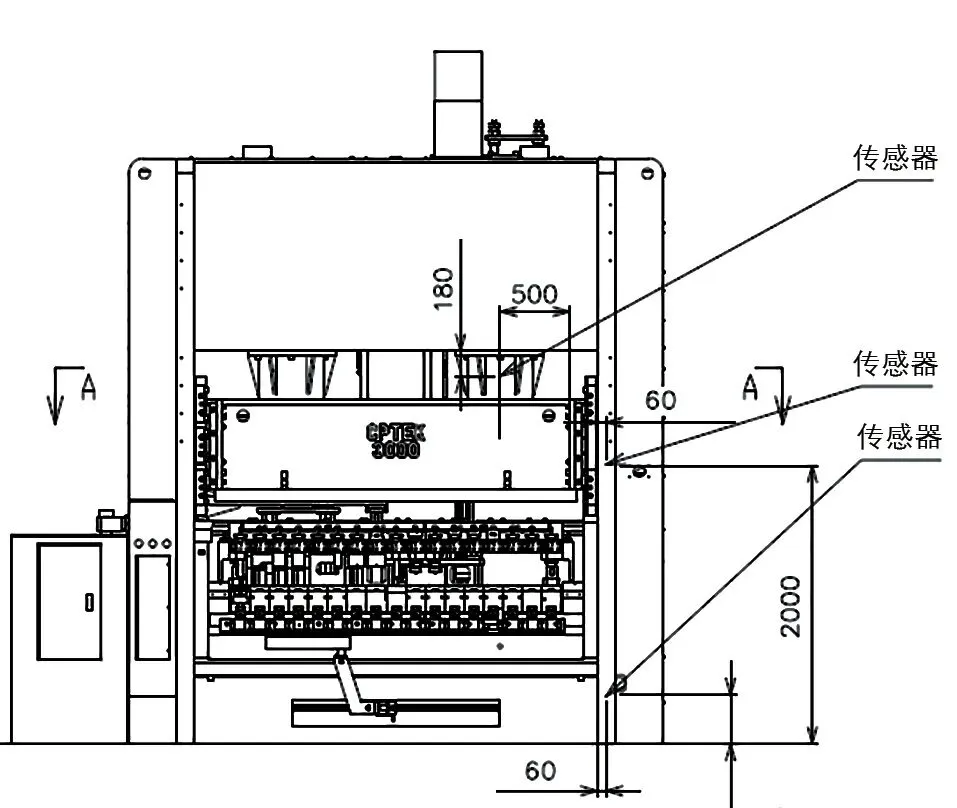
图4 温度传感器安装位置
检测设备包括:激光位置检测传感器(三角式激光位移传感器,型号IL-S065)、自制检测数据处理设备、温度传感器(PT100)、氮气弹簧(80t×8)。
实际闭模高度变化检测数据
客户现场下死点位置检测
在双极板压力机未投产前,先在其他客户设备上进行了测量。通过对客户现场ZXSM2-3000型压力机在SPM20工况下的下死点变化数据进行测量分析,带料冲件工作实测数据显示:在冲压速度不变的情况下,滑块下死点动态位置的变化与环境室温的变化总体呈线性关系。这为后续通过润滑冷却温度控制以及伺服动态精度补偿技术实现压力机下死点一致性提供了数据支撑。
测试数据如图5所示。
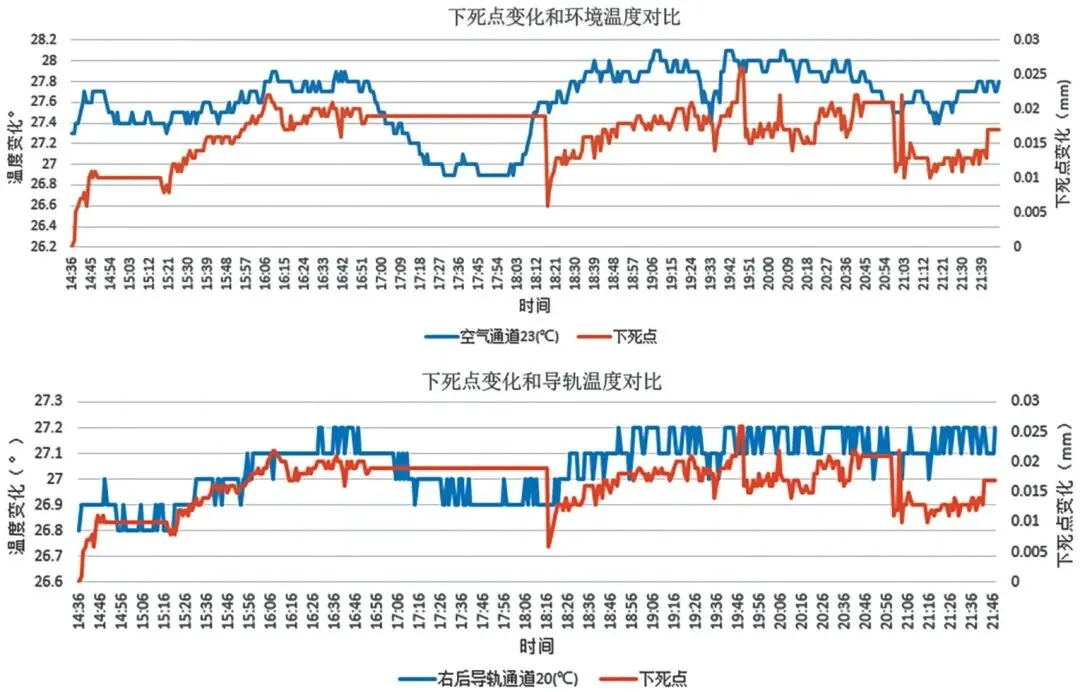
图5 客户现场测试数据
公司模拟测试
由于在公司不具备带模具生产的条件,采用氮气弹簧模拟负载工况进行测试。如图5所示,安装氮气弹簧后,压力机加载吨位约为150t,压力机下压氮气弹簧约5mm,滑块每分钟行程次数为100次,连续运行8小时后的下死点和温度变化数据见图6。测试结果同样显示,滑块下死点和环境温度变化相关性比较强,滑块下死点变化量约为0.05mm左右。
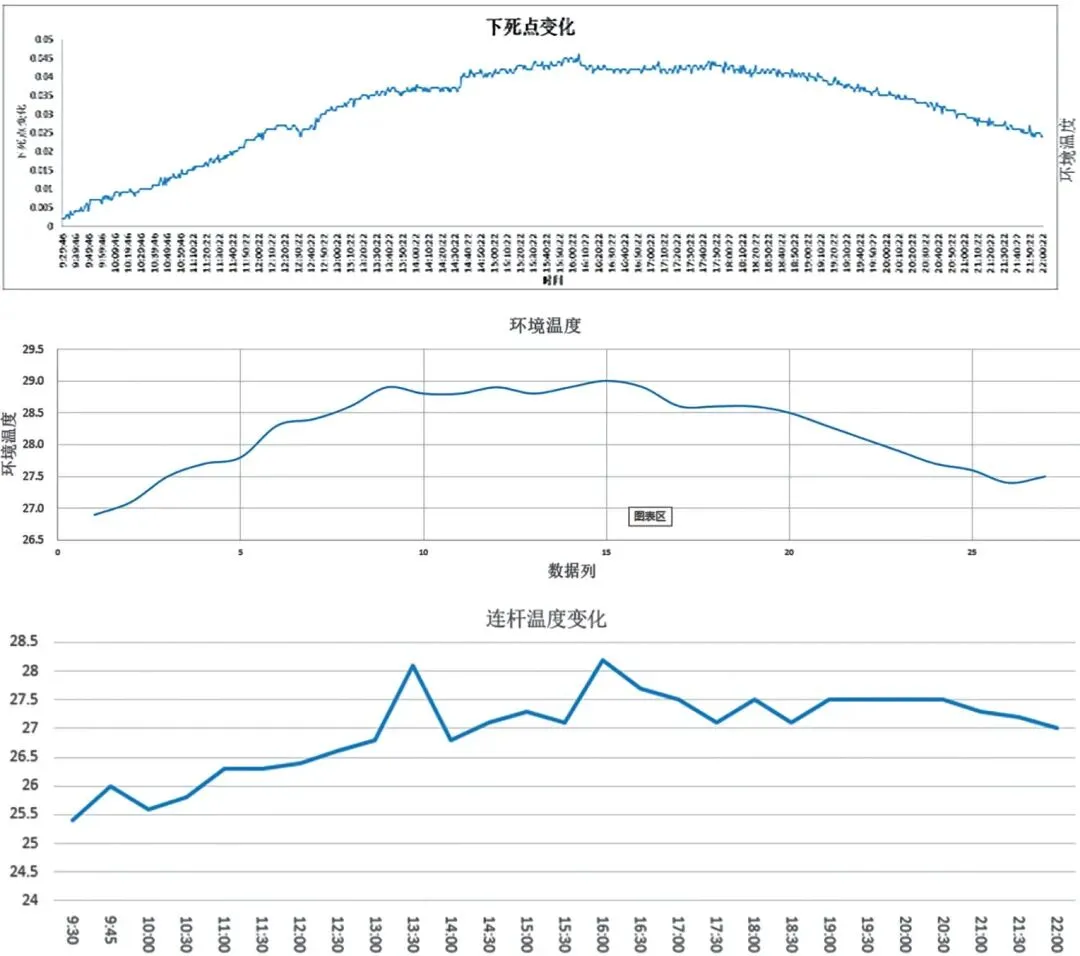
图6 工厂模拟测试下死点数据
基于上述理论分析和初步测量数据,提出以下两种解决方案。
动态控温方案
动态控温方案介绍
本压力机装备油冷机,该方案通过温度传感器采集环境温度、连杆温度、出油温度、控制油冷机启停以及出油温度,冷却连杆等传动部件以减少压力机下死点变化。具体措施为:在压力机油冷机、连杆、机架等部位安装温度传感器,并开发一套智能控制软件,如图7所示。
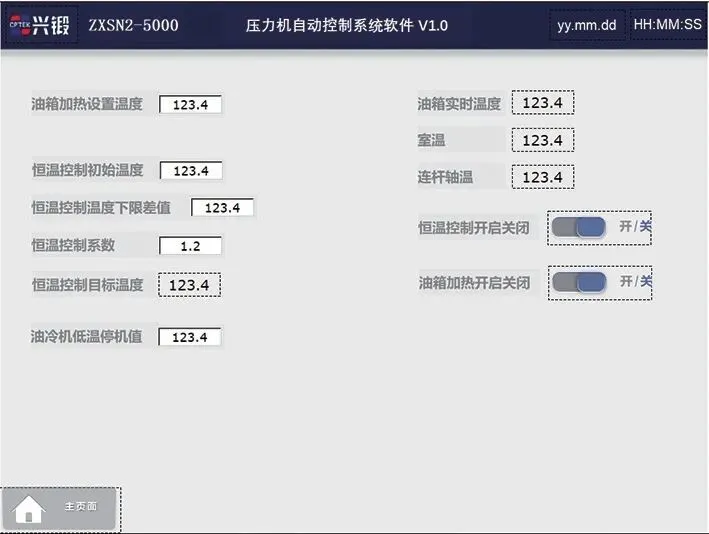
图7 压力机油冷机控制软件
主要工作过程为,在压力机启动时,先将油加热至指定温度,再启动压力机运转;PLC读取连杆温度、环境温度,经过计算后控制油冷机温度,确保连杆温度无较大变化,并随环境温度动态调整。
动态调整逻辑基于上述分析结果:若环境温度上升,油冷机温度也适当提高;若环境温度降低,油冷机温度也会降低,使机架变形与连杆变形呈互相抵消的状态。同时,在开机启动阶段,关闭油冷机并开启油箱加热,待传动机构快速达到热平衡后,再开启油冷机。
动态控温方案验证
首先,大幅改变油冷机温度,测试温度调整对下死点的灵敏性,测试结果如图8所示:油冷机升温4℃时,下死点呈变小趋势,变化量为0.01mm,但降低油冷机温度后,下死点变化未恢复至初始状态,说明温度控制闭模高度稳定的敏感性不够高。
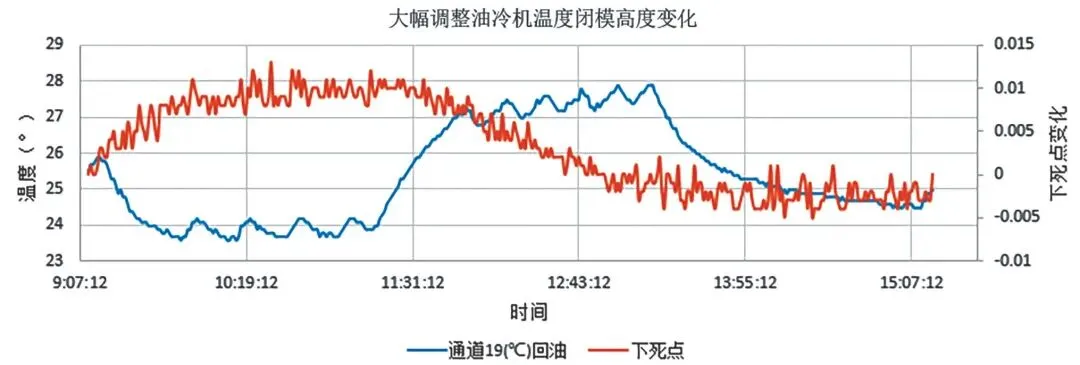
图8 大幅调整油冷机温度闭模高度变化
随后,按方案一进行测试如图9所示:开机阶段先加热油温,运转机器一段时间再开启油冷机控制。结果显示,开启油冷机温度控制后,下死点呈现平稳状态,但是测试后期仍出现0.01mm的变化,且油冷机波动较大。
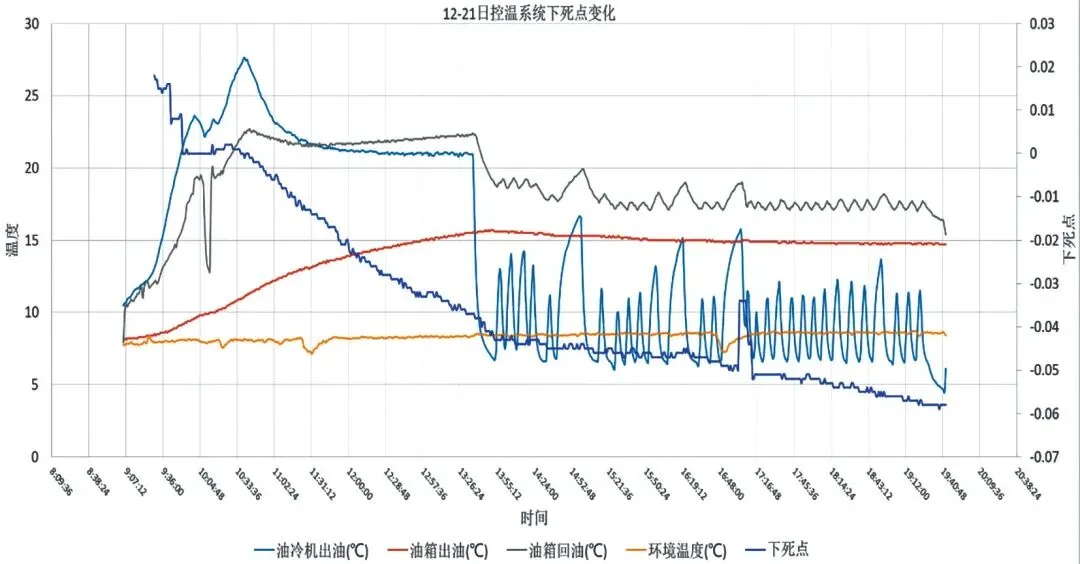
图9 温控方案效果测试
综上,温度控制的敏感性虽不够理想,但通过稳定油冷机的温度,对下死点稳定有一定辅助作用。
动态模高调整方案
动态模高调整方案介绍
安装磁栅位置传感器,动态测量下死点位置变化,利用压力机模高调整装置动态补偿调整下死点(图10)。该方案调节更直接,可弥补多种原因造成的下死点变化误差。
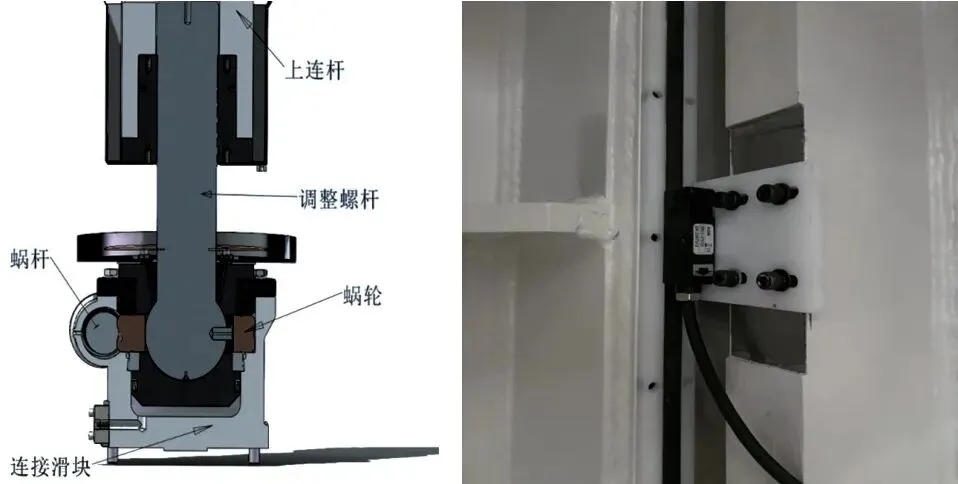
图10 模高调整装置以及磁栅传感器
其中,模高调整装置基于普通压力机模高调节装置优化加强,包括电机调整蜗杆,调整蜗轮,调整螺杆等部件。工作方式为:电机带动蜗杆蜗轮转动,进而驱动调整螺杆转动;调整螺杆转动可以改变连杆长度,最终实现滑块下死点的调整。由于机构需频繁动态调整,因此在耐磨性能方面进行了强化。
闭模高度基准为稳定生产后一段时间的测量值。磁栅位置传感器检测到下死点变化后,将信号传递给PLC计算出滑块调整量;在滑块运行至上死点附近时,驱动滑块调整电机进行模高调整,每次行程调整量为微量;调整完成后,下一行程将再次检测下死点变化,并根据偏差量进行下一周期的调整。
动态调模方案验证
按照方案2实施后,SPM20、加载100t的工况下运行2h,下死点变化情况见图11。结果显示,下死点变化控制在0.01mm以内,虽因调整产生轻微波动,但总体来看,在2h内的变化保持稳定。
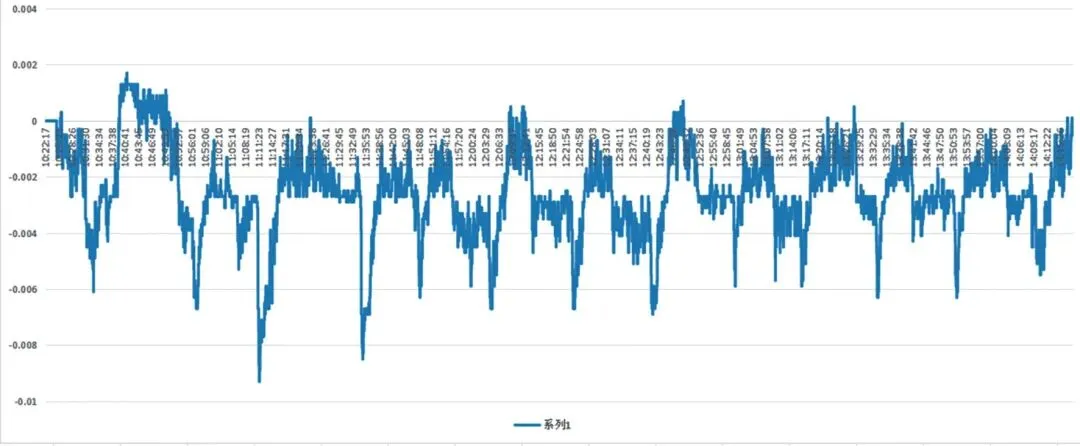
图11 动态模高调整方案测试
结束语
经验证对比,动态模高调整稳定下死点的效果更优,因此将其作为压力机下死点控制的主要措施,加装油冷机可以辅助控制,进一步提升下死点稳定性。
编辑:段荣荣
审核:冯 忠
近期活动
锻造行业必看!《锻造与冲压》2026广告招商开启,精准触达8万+决策层!
合作联系
广告宣传 活动策划
锻造 罗文会:13343131143
冲压 张旭栋:13366359271
杂志投稿
锻造 张明伦:15533608476
冲压 贾亚莉:13693165077
