——高强钢辊压在电池壳体·防撞梁·白车身的应用与趋势
______
第一章 行业背景与"以钢代铝+辊压代冲压"驱动力
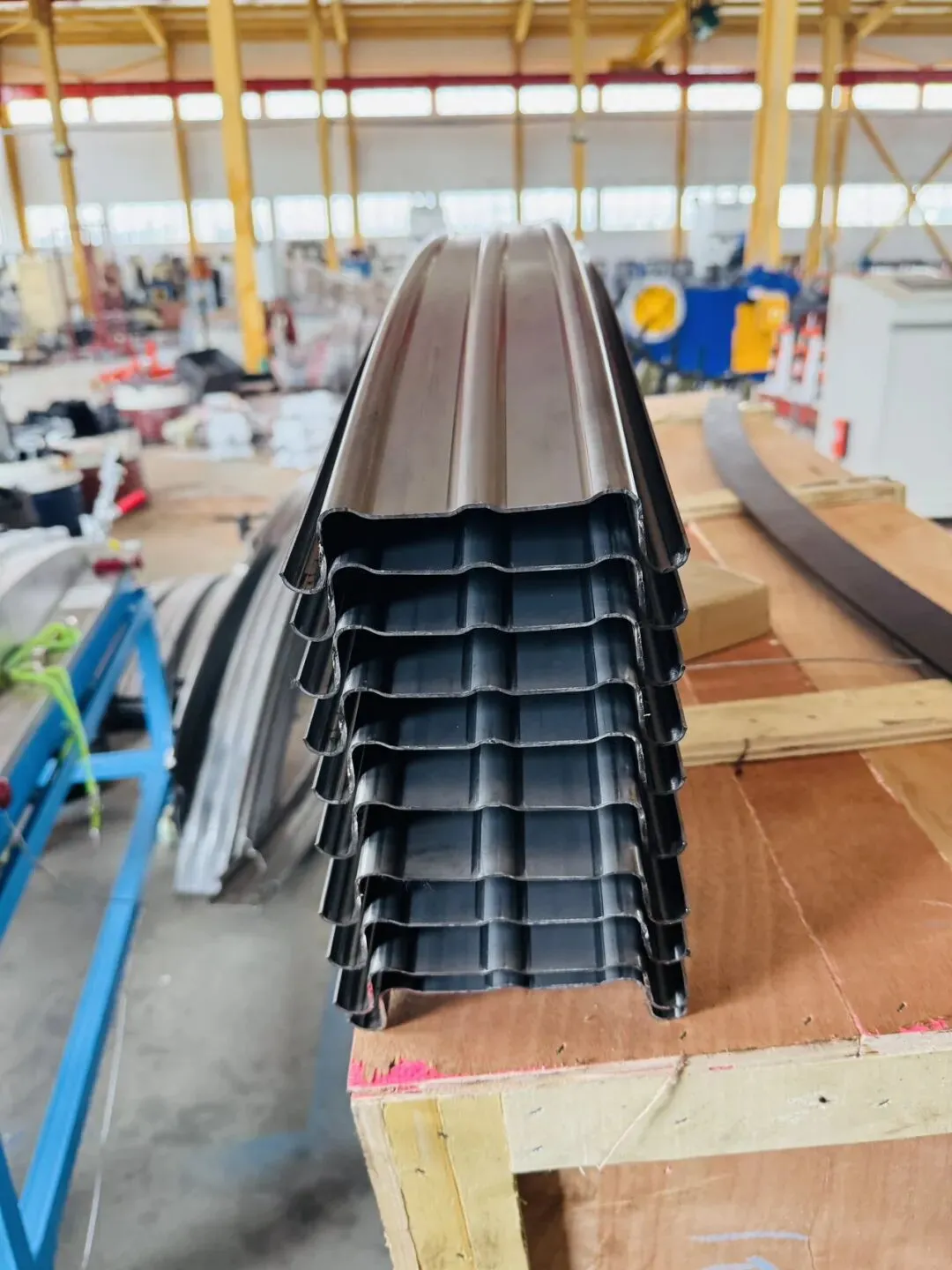
CTP/CTC电池架构普及→电池包边框与门槛梁共担侧碰载荷→闭口截面高强钢辊压(日字型/目字型)成主流解。相比铝挤与冲压焊接,高强钢连续辊压具备:
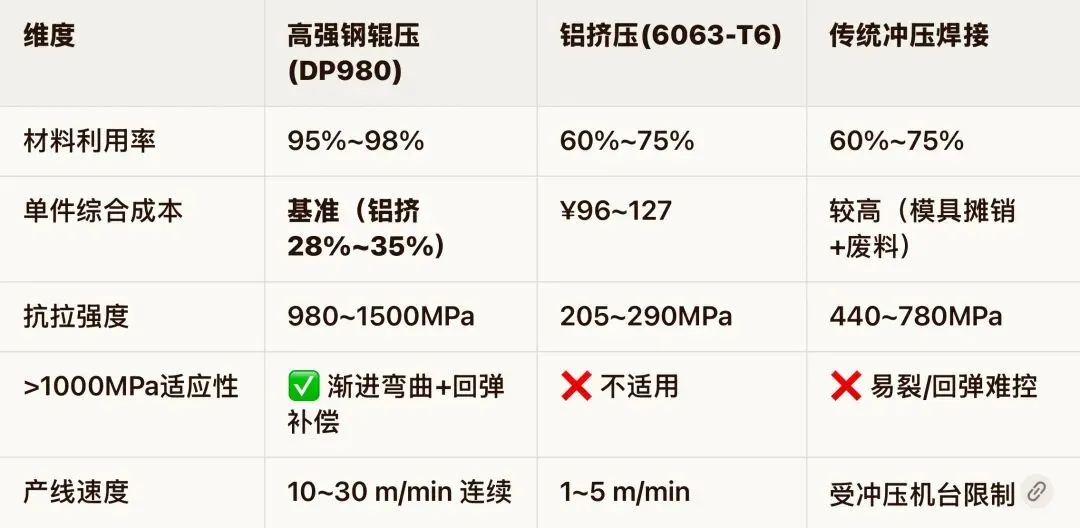
成本优势:DP980辊压边框单件综合成本为铝挤方案的28%~35%,年产10万件节约700万+
材料利用率:95%~98%(净形成型)vs 铝挤60%~75%、冲压60%~75%
超高强钢适应性:DP980~MS1500渐进弯曲+Copra回弹补偿,是唯一量产可行路径;冲压易裂且回弹失控
平台化混线:同截面跨车型仅调切断长度/冲孔图形,换辊组≤30min,模具费仅为热成形冲压1/5~1/3
A/B级纯电及PHEV钢制辊压电池包边框渗透率预计2027年突破50%;后防撞梁辊压化已超55%。
______
第二章 主机厂典型车型辊压应用实证

第三章 电池壳体辊压截面选型速查(SE阶段参考)

第四章 白车身辊压结构件典型场景
前/后防撞梁:口字型/B型闭口截面+ P型吸能盒,DP780~热成形1500MPa,闭口抗弯刚度优于拼焊冲压,换辊覆盖多车宽平台
门槛梁/门槛加强板:日字型/异型闭口,DP980~DP1180,料厚1.4→1.2mm,单车减重≈1.0~1.5kg,侧碰B柱侵入量减小
车门防撞杆/梁:P型/Ω型闭口,热镀锌DP780+激光纵向焊,±0.1mm截面公差,满足侧面柱碰五星
座椅滑轨:双轨异型闭口,SPCC~DP590,全长直线度≤0.3mm/m,在线冲锁止孔满足IATF16949
A/B/C柱内侧加强 & 车顶横梁:帽型/异型开口/Ω型,DP780~DP980,减少点焊数,消除冲压接刀痕
______
第五章 辊压 vs 铝挤 vs 冲压——关键数据对标
(以B级SUV电池包边框 长1.2m,DP980 1.2mm vs 铝6063-T6 2.0mm)
第六章 辊压产线关键能力要求(主机厂SE必审项)
材料范围:DP590~DP1180/MS1300,板厚0.6~2.0mm,GI/EG/ZAM镀锌基板兼容
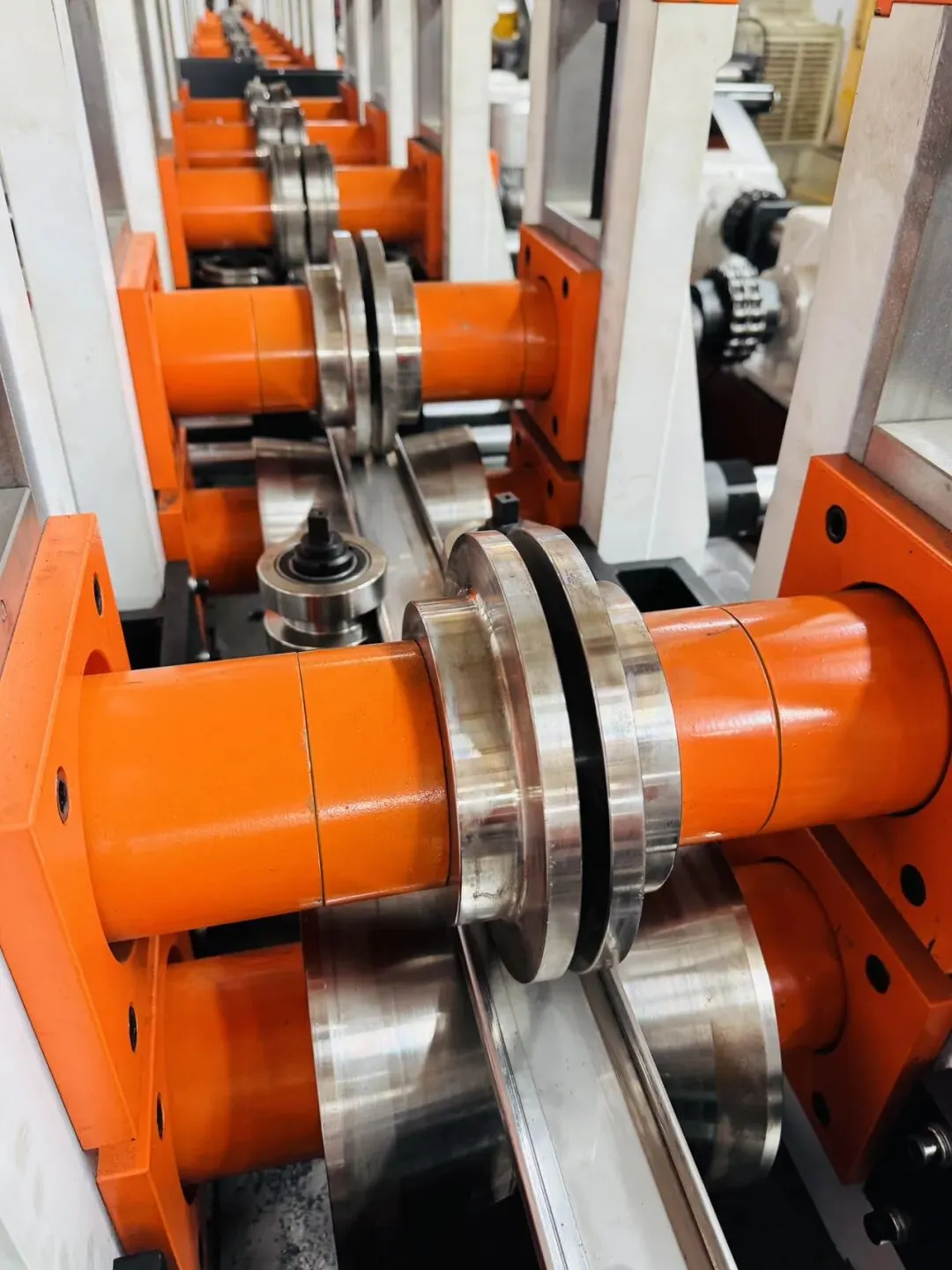
成型道次:10~16道次渐进弯曲 + Copra仿真预置回弹补偿角(DP980以上必须)
在线加工:伺服冲孔(±0.15mm)+ 闭口截面在线光纤激光焊(≥3kW,Cpk>1.33)+ CCD错边/焊缝跟踪
快换系统:同系列截面跨车型混线换型≤30min,仅调切断长度/局部冲孔图形
精度:成型公差±0.10~0.15mm,全长直线度≤0.3mm/m,拼焊成框对角线误差<0.5mm(满足IP67/IP68气密)
______
第七章 2026–2027行业趋势研判
CTP/CTC推广→电池边框与门槛梁共担侧碰→日字型双腔为主、目字型三腔在800V大包体逐步导入
A/B级EV及PHEV钢制辊压电池包边框渗透率2027年预计突破50%;后防撞梁辊压化率同期超60%
具备DP980~MS1500回弹补偿 + 在线激光焊 + 快换辊组混线能力的高强钢辊压线是Tier1(凌云、敏实、祥鑫等)及主机厂当下同步工程重点考察标的
_

_____
【关于我们】
我司专业研发制造新能源汽车高强钢辊压生产线——涵盖电池壳体(口字/日字/目字型闭口+在线激光焊)、前后防撞梁(口字/B型+P型盒)、门槛梁、车门P/Ω型防撞杆及座椅滑轨等全套辊压装备,提供Copra回弹补偿辊型设计、快换辊组及SE阶段同步技术支持。
欢迎主机厂及Tier1同仁技术交流、同步工程对接!