海底管道被誉为海洋油气开发的"生命线",是连接海上油气生产平台与陆上处理终端的关键通道。随着全球海洋油气资源开发不断走向深水与超深水,深水铺管船作为铺设海底管道的核心装备,已成为衡量一个国家海洋工程装备技术水平的重要标志。
深水铺管船集成了船舶设计、动力定位、自动焊接、管道力学、海洋工程材料等多个高技术领域,具有技术难度大、系统集成复杂、造价高昂的特点。长期以来,该领域核心技术被欧美少数发达国家垄断。近年来,我国依托国家"十一五"863计划等重大专项支持,以"海洋石油201"(HYSY201)号为标志,实现了从跟跑、并跑到部分领域领跑的历史性跨越。
本文在参考能够查找到的学者研究成果基础上,系统梳理深水铺管船的技术原理、发展历程、主要技术难点、我国需求情况及未来发展展望,可为相关人员了解该装备相关知识做好支持。虽然是我所从事的专业,受制于分工过细的管理体制,我未接触过相关设备,文中可能存在谬误,请您批评指出,我们共同提升。另外,本文利用AI整理数据及图片,目前AI技术已经可以完全为基础知识的普及提供极大的便利,我们需要学会和使用。
做投资是一门非常复杂的课程,这项课程不能着急,需要日积月累的堆叠,等知识堆叠到一定的程度就会出现量变到质变的突变,这一突变就会给大家带来一定的认知提升,认知提升急不得,不能靠一篇文章就一呼百应,更不能知道一句话就敢投资,这样即使赚钱也不会持久,在投资上我们需要“持久战”。
知识普及类文章都会比较长冗长,虽然我进行了充分的消耗吸收,然后输出,但是无论如何都无法变成如视频般的效果,正如前文所述,快消品的效果正如它本身一样,不能持久,我们需要的是认知的改变,不是短期的愉悦。文章较长,可能会超过1.2万字,我会分为2部分发出。
一深水铺管船发展历程
1. 世界各国技术概况
1.1技术起源与早期发展(1950s—1980s)
世界海底管道铺设始于20世纪50年代。1954年,美国Brown & Root海洋工程公司在墨西哥湾铺设了世界上第一条海底油气管道,标志着海洋管道工程技术的诞生。早期铺管作业主要在浅水区域(<100m)进行,采用拖管法(Towed Pipeline Method),即将岸上预制的管道分段拖运至海上进行连接。
随着北海油田的大规模开发(1960s—1970s),欧洲海洋工程企业开始系统性研发专用铺管船。S型铺管法(S-lay)在这一时期逐步成熟,成为浅水至中深水区域最主要的主流铺管方式。
表1-1 世界铺管技术发展阶段
时期 | 代表事件 | 技术特征 | 典型水深 |
1950s | 美国墨西哥湾首条海底管道 | 拖管法,浅水作业 | <100m |
1960s | 北海油田大规模开发 | S-lay技术成熟 | 100~200m |
1970s | 水深突破200m | S-lay托管架技术改进 | 200~300m |
1980s | J-lay概念提出 | 为深水铺管做技术储备 | 300~500m |
1990s | Reel-lay技术商业化 | 铺设速度大幅提升 | 500~1500m |
2000s | 水深突破2000m | 超深水铺管成为现实 | 1500~3000m |
2010s | 智能化、DP-3普及 | 装备自动化水平飞跃 | 3000m+ |
2020s | 绿色低碳、数字化 | 混合动力、智能监测 | 3500m+ |
1.2深水技术突破期(1990s—2000s)
进入1990年代,随着全球油气需求增长和浅水油气资源逐渐枯竭,海洋油气开发开始向深水推进。传统S-lay方式在深水环境下面临管道弯曲应力过大的技术瓶颈,促使J-lay(J型铺管法)和Reel-lay(卷管式铺管法)技术的发展。
代表性企业及技术贡献:
Allseas(荷兰):全球最大的铺管船运营商之一。1998年投入使用"Solitaire"号S-lay铺管船,船长397米,配备双140米托管架,张紧器总能力达1050吨×2,铺设速度可达5公里/天,是当时世界上最大的S-lay铺管船。2014年,"Pioneering Spirit"号投入使用,集S-lay铺管与超大型起重能力于一体,船长382米、宽117米,托管架长170米,张紧器能力2000吨,可铺设最大68英寸管径管道,最大作业水深3500米,代表了当今世界铺管船的最高技术水平。
Saipem(意大利):全球海洋工程服务巨头。"Castorone"号S-lay铺管船最大作业水深达3000米,可铺设最大60英寸管径。"Saipem 7000"号半潜式J-lay铺管船兼具J-lay铺管和7000吨重型起重能力,J-lay塔倾角可调范围90°~110°,是深水多功能工程船的典范。
Heerema(荷兰):"Aegir"号J-lay铺管船最大作业水深3500米,张力器能力达800吨(最大2000吨),起重能力5000吨。"Balder"号半潜式铺管船J-lay塔倾角可调范围50°~90°,在超深水刚性管道铺设领域具有领先优势。
Subsea 7(英国,原Acergy):"Seven Borealis"号采用Reel-lay与J-lay双模式作业,"Seven Oceans"号Reel-lay铺管船最大作业水深3000米,在北极等极端海域具备作业能力。
1.3 世界铺管船技术现状(2010s—至今)
目前,全球具备深水/超深水铺管能力的船舶主要由欧美少数企业垄断,技术格局呈现以下特点:
高度集中:Allseas、Saipem、Heerema、Subsea 7四家企业占据了全球深水铺管船市场的主要份额。
技术壁垒高:DP-3级动力定位、深水托管架设计、大功率张力器、全自动焊接系统等核心技术长期为国外企业所垄断。
装备持续升级:近年来,老旧铺管船纷纷进行动力系统升级(如"Solitaire"号升级混合动力系统),新建船舶普遍采用智能化作业管理系统。
作业水深不断突破:从最初的几十米发展至今天的3500米以上,Pioneering Spirit已具备4000米级作业能力。
表1-2 国外主要深水S-lay铺管船技术参数对比(据黄维平等,2011)
船名 | 船型 | 作业水深(m) | 起重能力(t) | 定位方式 | 铺管直径(m) | 张紧器能力(t) | 托管架长度(m) |
Audacia | 船型 | 3000 | 150 | DP3 | 0.051~1.524 | 525 | 106 |
Lorelay | 船型 | 1645 | 300 | DP3 | 0.051~0.914 | 165 | — |
Solitaire | 船型 | 2775 | 300 | DP3 | 0.051~1.524 | 1050 | 140 |
Castoro Otto | 船型 | 1500 | 2177 | 系泊缆 | 0.102~1.524 | 180 | 94 |
Castoro Sei | 半潜式 | 3000 | 2×134 | DP | <1.524 | 330 | — |
Castoro 7 | 半潜式 | — | — | 系泊缆 | 0.203~1.524 | 340 | 120 |
Crawler | 船型 | — | 546 | DP | <1.219 | 142 | 65 |
Semac 1 | 半潜式 | 600 | 318 | 系泊缆 | <1.524 | 225 | — |
Sapura 3000 | 船型 | 2000 | 2721 | DP2 | 0.152~0.914 | 240 | 90 |
Acergy Polaris | 船型 | 1500 | 1440 | DP3 | 0.152~1.524 | 113 | — |
资料来源:黄维平, 曹静, 张恩勇. 国外深水铺管方法与铺管船研究现状及发展趋势[J]. 海洋工程, 2011, 29(1): 135-142.
表1-3 国外主要J-lay铺管船技术参数对比(据黄维平等,2011)
船名 | 船型 | 作业水深(m) | 起重能力(t) | 定位方式 | 铺管直径(m) | 张紧器能力(t) | J-lay塔高(m)/倾角(°) |
Balder | 半潜式 | 3500 | 6300 | DP3 | 0.114~0.813 | 525 | — / 50~90 |
Saipem FDS | 船形 | 2100 | 600 | DP | 0.102~0.559 | 270 | 52 / — |
Saipem 7000 | 半潜式 | 3000 | 14000 | DP3 | 0.102~0.813 | 525 | — / 90~110 |
Acergy Falcon | 船形 | — | 64 | DP | ~0.356 | 25 | — / 25~90 |
Deep Blue | 船形 | 2500 | 400 | DP | 0.102~0.660 | 550 | 65 / 58~90 |
Seven Seas | 船形 | 3000 | 350 | DP2 | — | 400 | — |
资料来源:黄维平, 曹静, 张恩勇. 国外深水铺管方法与铺管船研究现状及发展趋势[J]. 海洋工程, 2011, 29(1): 135-142.
表1-4 国外主要Reel-lay铺管船技术参数对比(据黄维平等,2011)
船名 | 船型 | 作业水深(m) | 起重能力(t) | 定位方式 | 铺管直径(m) | 张紧器能力(t) | 卷筒直径(m) |
Seven Oceans | 船型 | 3000 | 350 | DP2 | 0.152~0.406 | 450 | — |
Seven Navica | 船型 | 2000 | 60 | DP2 | 0.051~0.406 | 205 | — |
Kommandor 3000 | 船型 | 1000 | 25 | DP2 | — | 150 | 14.78/11.90 |
Lochnagar | 船型 | 2000 | 60 | DP2 | 0.406 | 255 | 16.0 |
Normand Seven | 船型 | 2000 | 250 | DP3 | 0.051~0.508 | 300 | 7.8/8.6/9.2/19.0 |
Acergy Condor | 船型 | 2000 | 70 | DP2 | — | 230 | 5.0 |
资料来源:黄维平, 曹静, 张恩勇. 国外深水铺管方法与铺管船研究现状及发展趋势[J]. 海洋工程, 2011, 29(1): 135-142.
2. 我国技术概况
2.1起步阶段(1980s—2000s)
我国海底管道建设起步较晚,比国际先进水平晚了约30年。1985年,我国在渤海湾埕北油田建成了国内首条海底管道,采用浮游拖拽等"土方法",技术水平和铺设效率与国际差距明显。
在2000年以前,我国海底管道铺设主要集中在渤海等浅水海域(<50米),铺管船主要依赖国外租用,国内尚无自主设计的深水铺管船。截至2010年,我国已建成近2500公里海底管道,其中双层管结构约350公里,单层管结构约2100公里,软管约20公里,国内最长海底天然气管道近800公里。
2.2追赶阶段(2000s—2010s)
进入21世纪,随着黄海、东海和南海油气资源的勘探开发,我国对深水铺管装备的需求日益迫切。2000年代,国家将深水海洋工程装备列为重点发展方向,"海洋石油201"(HYSY201)的研制被纳入国家"十一五"863计划重点项目。
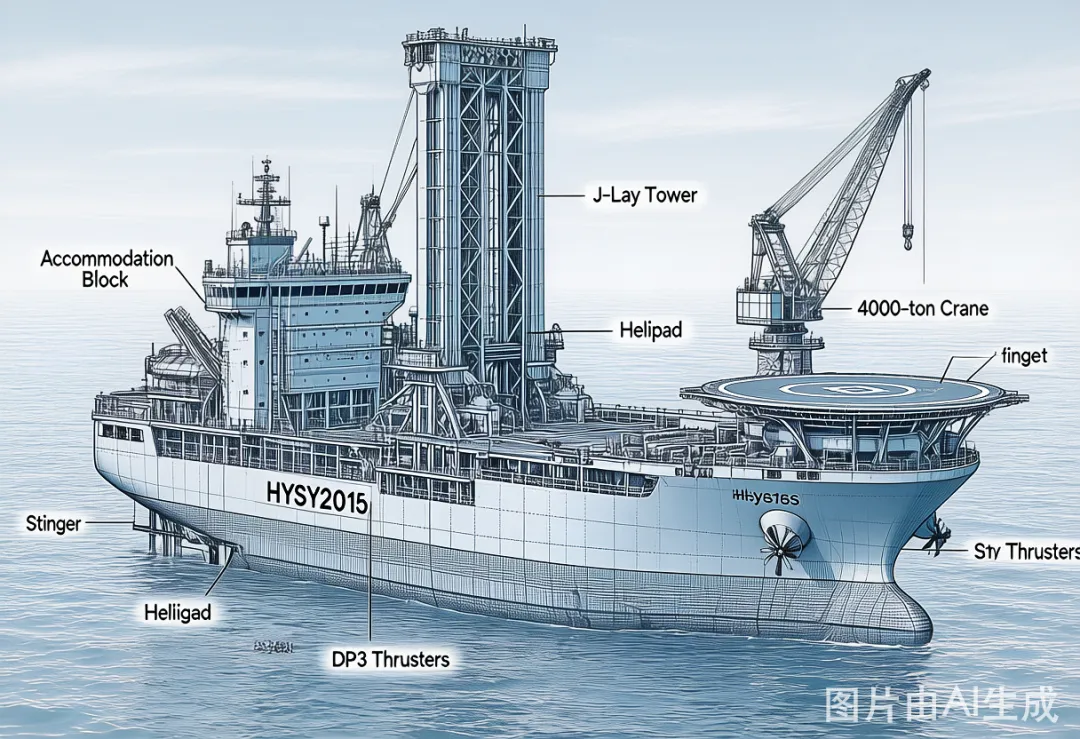
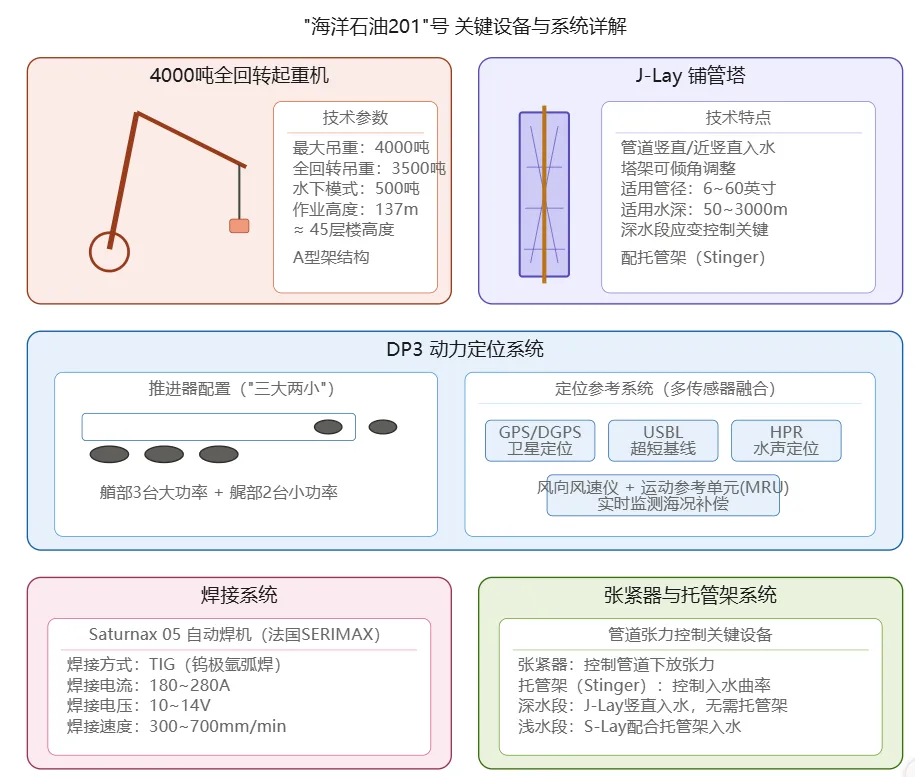
"海洋石油201"号(HYSY201)——我国深水铺管装备的里程碑式成果:
建成时间:2011年5月命名,2012年4月正式交付使用
设计单位:上海船舶研究设计院自主设计
建造单位:由中国海洋石油总公司投资、熔盛重工(现为江苏熔盛重工)承建
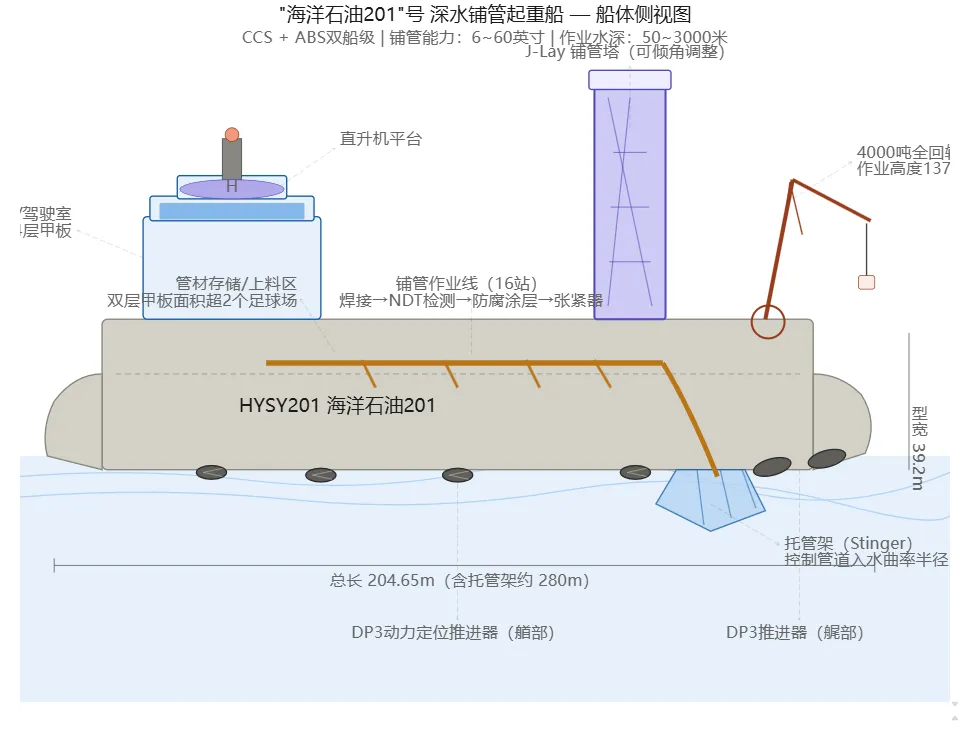
技术地位:中国首艘自主设计建造的3000米深水铺管起重船,也是世界上第一艘同时具备3000米级深水铺管能力、4000吨级重型起重能力和DP3级动力定位能力的船型深水铺管起重船
入级:中国船级社(CCS)和美国船级社(ABS)双船级
"海洋石油201"号核心技术参数:
参数 | 数值 |
总长 | 204.65米 |
型宽 | 39.2米 |
型深 | 14.0米 |
设计吃水 | 7.0~10.8米 |
最大作业水深 | 3000米 |
铺管速度 | 5千米/天 |
作业管径范围 | 6英寸~60英寸(152mm~1524mm) |
海上最大起重能力 | 4000吨 |
航速 | 12节 |
动力定位等级 | DP3级 |
作业海域 | 除北极外的全球无限航区 |
资料来源:中国船艇杂志,2010;王志业. 深水铺管船"HYSY201"海管铺设流程简介[J]. 石油和化工设备, 2021.
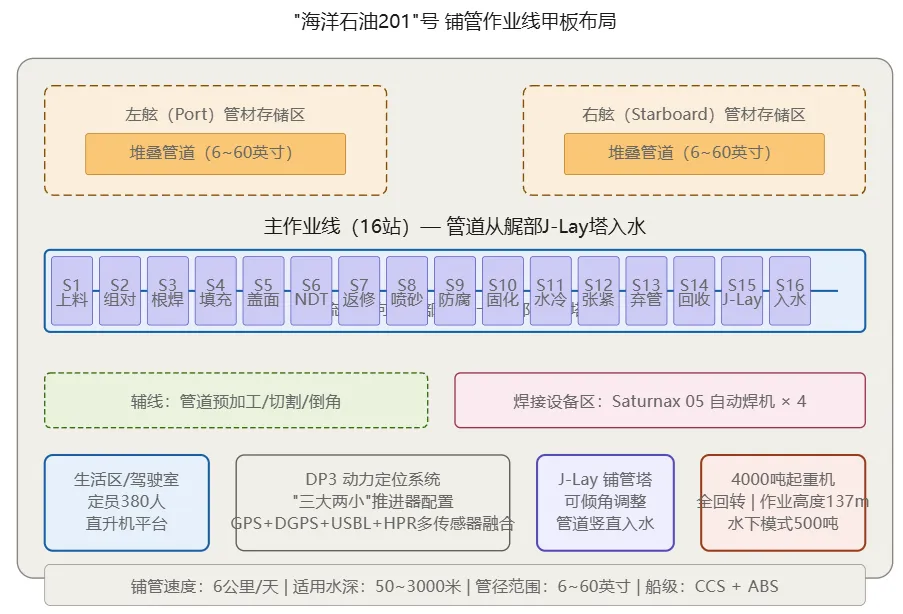
2.3 "海洋石油201"号铺管作业线布局与工艺流程
"海洋石油201"号采用双层甲板设计,包括主甲板和A甲板。A甲板位于主甲板上方用于储存管线,铺管作业线布置在主甲板上。为了让大家容易看懂,我让人工智能生成了一些示意图,这样简单明了。
主甲板纵向中心线设置主铺管作业线,主线两侧分别配备一条双节点管线预制线作为辅线,两条预制线对应作业区域基本相同,并以主铺管作业线为分界线对称分布。
主线焊接设备——法国SERIMAX Saturnax 05全自动焊接系统:"海洋石油201"号主线配备了法国SERIMAX公司生产的Saturnax 05全自动焊接系统,这是能够进行陆上和海上快速管道焊接的自动焊接系统,可以以任何方位焊接任何强度的管道,提供极高的可靠性和操作便利性。
2.4发展阶段(2010s—至今)
在"海洋石油201"号成功建造并投入使用后,我国深水铺管技术进入快速发展阶段。目前我国已建成的海底管道总里程突破10000公里(据央视网2025年报道),连接了海上油气田与陆上处理终端,形成了较为完善的海底管网系统。
我国深水铺管技术已从"单一装备突破"向"体系化能力建设"转变,在以下方面取得重要进展:
全自动焊接技术达到国际先进水平
DP-3级动力定位系统实现自主设计
托管架、张紧器等核心配套设备国产化率持续提升
深水铺管船设计建造能力已跻身世界先进行列
三、主要技术难点
深水铺管船是多学科高度集成的复杂工程系统,涉及船舶设计、海洋工程、焊接工艺、动力定位、管道力学等多个技术领域。以下详细分析各主要技术难点。
1. 铺管方法及技术原理
目前深水铺管方法主要有S形铺管法(S-lay)、J形铺管法(J-lay)、卷筒式铺管法(Reel-lay)以及垂直铺管法(Vertical lay)。其中,S-lay是浅水铺管法的延伸,J-lay和Reel-lay是专为深水开发的两种新的铺管方法,而Vertical lay和Carousel lay目前主要用于柔性管和脐带缆的铺设。
1.1 S型铺管法(S-lay)
S-lay铺管时,管线在甲板或船舶内完成焊接和焊缝的防腐保温层/混凝土重力层施工,然后经过悬挂在船体外的托管架入水,形成一条S形曲线。
托管架上的管线称为上弓段(overbend),托管架末端至海底的管线称为悬垂段(sagbend)。上弓段的曲线形状受托管架形状控制,因此是位移控制的。而悬垂段的曲线形状是张力和弯矩控制的,因此是荷载控制的。上弓段和悬垂段的应变(应力)是S-lay的关键控制参数。
由于上弓段的张力远远大于悬垂段,因此上弓段的应变是S-lay控制的关键,它取决于托管架形状和控制悬垂段应变所需的张力。深水铺管时,上弓段的应变通常大于弹性应变,产生一定的塑性应变,现行规范要求将累计塑性应变控制在0.3%以下。
S-lay铺管船的托管架和张紧器决定了铺管能力(直径和水深)。托管架一般由三段组成,必须能够调整曲率半径以调整管线的入水角。张紧器是保持铺管曲线形状的主要设备,提供平衡管线重力和控制悬垂段曲率所需的张力。
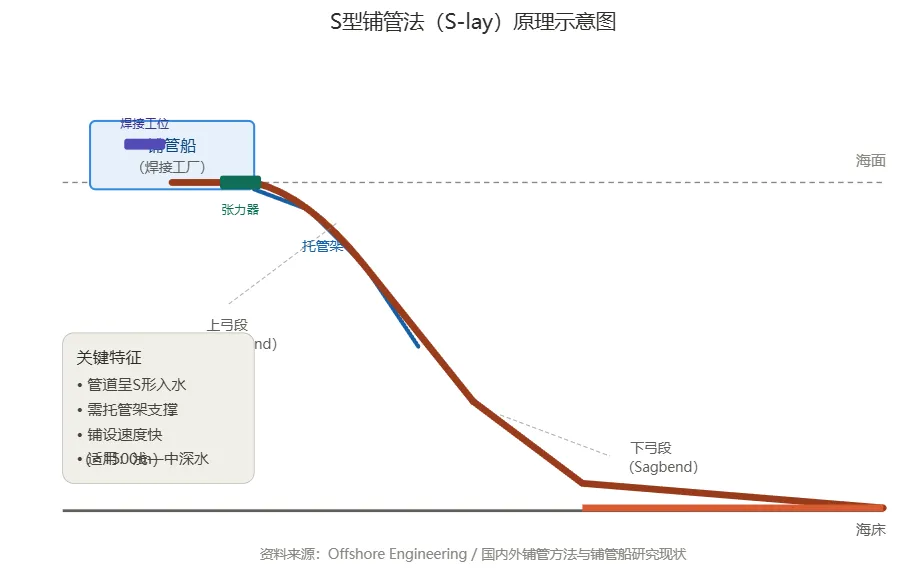
适用条件:铺管直径最大(最大可达1.524m/60英寸),铺管效率适中,是应用最广泛的铺管方法。
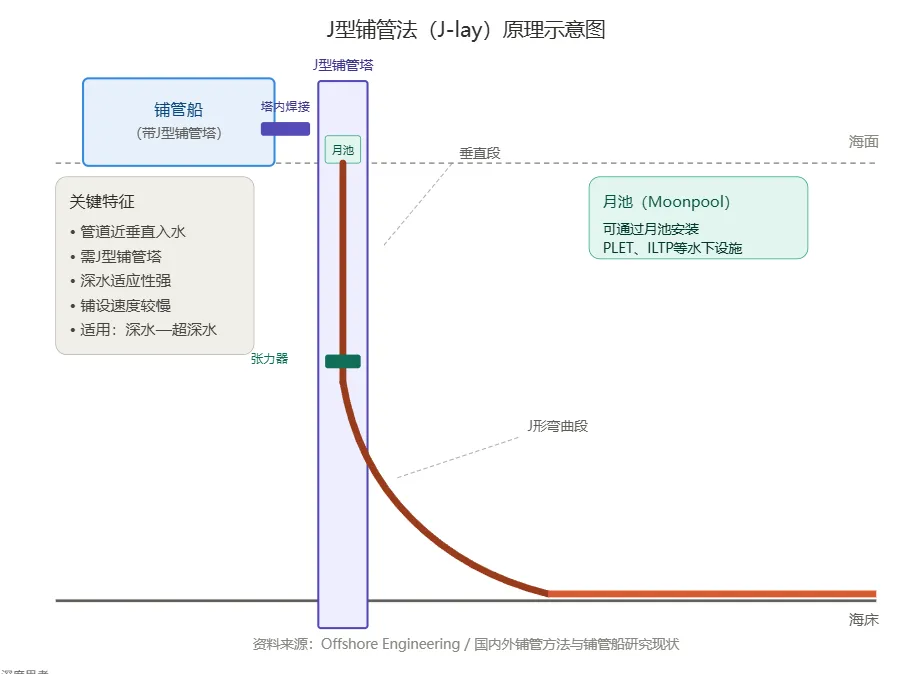
1.2 J型铺管法(J-lay)
J-lay铺管法是为解决S-lay的上弓段大应变问题而发展起来的一种深水铺管法。它将管线的接长作业由S-lay的水平位置调整为竖直位置,在竖直的J-lay塔上完成管线连接后直接入水,形成一条J形曲线。通过调整J-lay塔的倾角,使管线的连接作业姿态与入水姿态相同,从而消除了S-lay的上弓段。
由于受到J-lay塔高度的限制,J-lay铺管时,管线在甲板上接长至J-lay塔可以容纳的长度,然后吊至J-lay塔完成与已铺设段的连接。因此,J-lay法的铺管速度较慢。
J-lay铺管船的J-lay塔倾角可根据水深和张力条件调整(如Balder号:50°~90°,Saipem 7000号:90°~110°),以确保管线的入水角与悬垂段在J-lay塔末端的切线保持一致,形成一条光滑的J形曲线。
适用条件:铺管直径适中(最大0.813m/32英寸),铺管速度慢,但避免了S-lay的上弓段大应变问题,适合超深水作业。
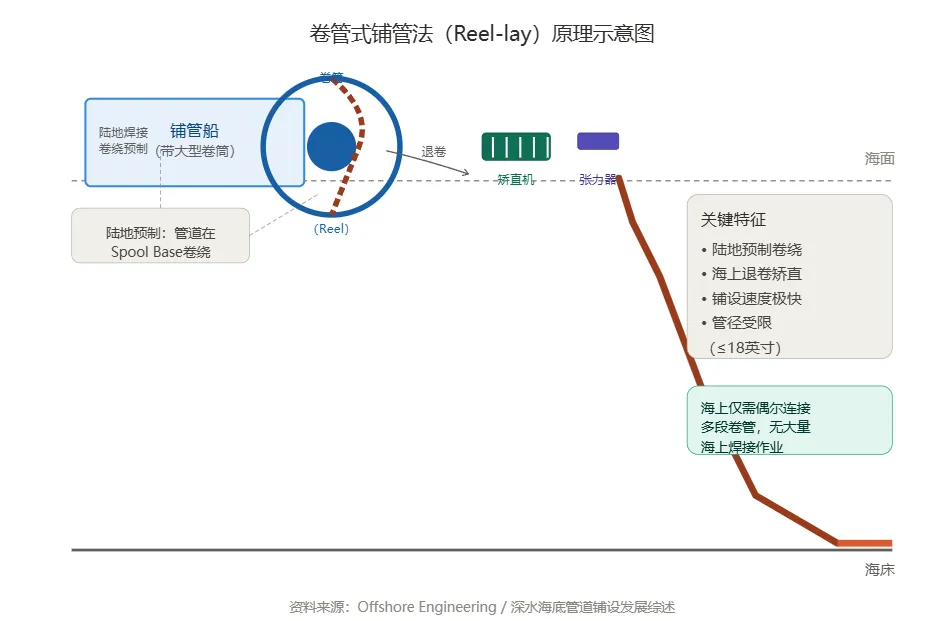
1.3卷筒铺管法(Reel-lay)
卷筒铺管法是柔性管铺设方法的直接拓展,采用陆地上一次完成管线接长并缠绕到卷筒上,然后在海上展开并拉直后连续铺入海底。根据卷筒在铺管船上的放置方式,卷筒铺管法分为垂直Reel-lay和水平Carousel lay。
由于没有管线接长作业,从而铺管船不需要锚泊,Reel-lay法的铺管速度最快。同时,陆地的管线接长作业也大大提高了焊接质量。但是,由于管线的缠绕和拉直引起塑性变形,Reel-lay法对管线的损伤较大,必须经过大量的计算来确保管线的塑性应变和椭圆变形满足规范要求。
Reel-lay法的铺管长度和直径均受到卷筒尺寸的限制,铺管长度是卷筒的可缠绕管线长度,直径则必须满足弯曲应变和椭圆变形要求。
适用条件:铺管直径最小(最大0.508m/20英寸),铺管速度最快,但管线塑性变形大,需进行应变校核。可用于钢管、柔性管和脐带缆铺设。
1.4其他铺管方法
Carousel lay:卷筒卧式放置,入水方式与S-lay相似,管线矫直后经托管架入水。
Vertical lay:矫直机构垂直放置,管线通过铺管船中部的月池(moon-pool)入水。
这两种方法主要用于柔性管和脐带缆的铺设,Carousel lay也可用于刚性管铺设。
表2-1 不同铺管方法技术特性对比(据黄维平等,2011)
铺管方法 | 最大铺管直径(m) | 铺管效率 | 管线材质 | 管线接长方式 | 适用水深 |
S-lay | 1.524 | 适中 | 钢管 | 现场焊接 | 全水深 |
J-lay | 0.813 | 慢 | 钢管 | 现场焊接 | 超深水 |
Reel-lay | 0.508 | 快 | 钢管、柔性管 | 建造场地预制 | 中深水 |
Carousel/Vertical lay | 0.610 | 快 | 钢管、柔性管 | 建造场地预制 | 中深水 |
资料来源:黄维平, 曹静, 张恩勇. 国外深水铺管方法与铺管船研究现状及发展趋势[J]. 海洋工程, 2011.
2. 深水铺管船关键设备技术难点
2.1托管架(Stinger)
托管架是S-lay铺管船的关键设备,其作用是支撑和保护管线,控制管线的入水角度和弯曲曲率。托管架一般由三段组成,每段的角度可独立调整,以调整管线的曲率半径。
技术难点:
深水作业时长托管架长度需达到140米以上,结构设计需承受巨大的管线重力和弯矩
托管架上的滚轴高度和间距需精确调整,使管线的上弓段曲率保持一致
托管架与船体的连接结构需承受复杂的交变载荷
2.2 张紧器(Tensioner)
张紧器是保持铺管曲线形状的主要设备,它提供平衡管线重力和控制悬垂段曲率所需的张力。张紧器的能力代表了铺管船的铺管能力。
技术难点:
需提供连续、稳定的张力控制(误差<5%)
需适应不同管径(6英寸~60英寸)的夹持需求
深水作业时张紧器能力需达到数百吨甚至2000吨(如Pioneering Spirit)
夹持力需精确控制,避免损伤管线防腐层
2.3 A型架(A-frame)
A型架是铺管系统的主要起重装置,呈A字型架设于铺管船的甲板上,顶部设有滑轮组,可以沿架体纵向滑动牵引管道。
技术难点(据吴文彪,上海振华重工):
高度需满足管道铺放时的最小弯曲半径要求,通常控制在80~100m
起重能力需匹配待铺设管道的最大重量,一般为3000吨左右
结构需具有足够的整体刚度和强度,最大限度减小变形和振动响应
滑轮组布置需紧凑、摩阻小,保证管道平稳运行
2.4铺管绞车(Winch)
铺管绞车主要用于牵引和释放管道,控制管道的铺设速度和张力。
技术难点(据吴文彪):
牵引张力需与管道材料强度、海况工况等因素匹配
需避免张力过小致使管道悬链过长,或张力过大造成管道屈曲损伤
通常采用电机+液压混合驱动,需设置张力实时监测、张力自动控制以及断管保护功能
3. 动力定位系统(DP系统)技术难点
深水铺管船需要有较强的定位能力,通常采用DP-3级动力定位系统,通过计算机设备自动控制推进器的推力,在恶劣海况下也能精准保持船位和航向。
3.1推进器配置
现阶段工程实践中通常采用"三大两小"的推进器配置方式:
主推进器(3个):控制船舶的纵向位移和首尾向角度,通常选用大功率全回转式推进器
辅助推进器(2个):产生横向推力,一般选用隧道式推进器
推进器的具体布置方案需综合考虑推力效率、尾流干扰以及系统复杂度等多方面因素。
3.2定位控制系统
DP定位控制系统需要综合风、浪、流等环境荷载信息以及管道张力、铺设速度等铺管工况参数,实时计算与在线调节各推进器的推力和方位。
技术难点:
控制算法需具备快速响应性和鲁棒性
需设计合理完善的故障诊断与容错控制机制
业界通常采用三重冗余硬件冗余的控制系统架构,通过"三取二"表决机制裁决输出最终控制指令
3.3 定位参考系统
高精度可靠的定位参考系统是DP系统正确工作的重要基础。为充分满足深水作业需求,定位系统需要综合利用惯性导航、水声定位以及卫星定位等多种定位手段,通过多传感器数据融合提高系统定位精度和可靠性。
4. 管道焊接系统技术难点
焊接的质量直接制约着铺设效率,因此焊前组对工作尤为重要。深水海底管道铺设对焊接质量的要求极高。
4.1辅线焊接工艺(埋弧焊)
辅线采用内对中器组对,用铜靴作为衬垫,能够保证组对的质量。辅线安装为意大利GORIZIANE厂家埋弧焊机,设置3个焊接站,先进行外焊焊接,最后进行内焊焊接。由于埋弧焊的熔敷率高,焊接质量比较好。
4.2主线焊接工艺(GMAW全自动焊)
主线焊接采用熔化极气体保护焊(GMAW),GMAW在管道施工中应用发展很快,GMAW单面焊双面成形已成为国际管线施工的主流工艺。
油气输送管线对打底焊道的质量要求很高,既要求避免产生缺陷,又要求焊道内表面光滑。采用表面张力可控熔滴过渡GMAW技术,熔深控制较好,不易出现未熔合缺陷。
焊接返修采用SMAW工艺,采用直径3.2mm的焊条。摆动的最大宽度为2.5D(D:表示焊条的直径),最大层间温度不能超过焊接程序规格书中规定的最大层间温度。
4.3焊接过程控制与监测
为保证管道焊缝质量满足设计要求,必须对焊接过程进行精确控制和实时监测。通常采用以下手段:
实时数据采集和过程控制系统
焊缝跟踪系统反馈的焊缝位置和形状信息
高速摄像、电弧传感等先进监测手段
焊接完成后采用射线探伤、相控阵超声等无损检测手段
5. 深水铺管船入级要求(以ABS规范为基准)
由于铺管船作业任务和作业环境的特殊性,且深水铺管船对船舶各方面的性能要求更高。现以ABS(美国船级社)规范为基准,说明深水铺管船入级应符合的各项审查要求。
5.1总体设计方案要求
在深水铺管船的总体设计方面,主尺度的确定对其稳性、耐波性、浮态的影响至关重要。由于深水铺管船相当于一座在海上作业的工厂,多数带有动力定位系统且作业周期长,故在既定海况下,风、浪、流与船体的耦合作用是其总体设计的关键。
ABS规范强调了主尺度和总布局的合理性,并对重量的估算与控制有严格要求。其水池模型试验要求对典型作业条件和作业工况进行试验。
典型载况:
起重作业载况
铺管作业载况
现场待机载况
生存载况
环境条件:不同作业海域、不同波高和周期、不同风速、不同流速、不同方向组合等。
5.2结构强度校核要求
安全、合理、经济的全船结构布局非常重要,对全船结构进行有限元分析也是十分重要的。
由于船体是对称结构,可建立船体一侧模型进行分析(减小工作量),也可建立全船结构有限元模型。全船结构有限元模型由板单元和梁单元组成。
5.3舾装配置布置要求
深水铺管船的铺管设备配置情况与布置情况对整个铺管作业流程是否运行流畅至关重要。铺管设备一般包括吊管机、管道传输设备、对中设备、焊接设备、探伤设备、张紧器、收/放绞车、托管架等,共同组成了一条管道加工铺设流水线。
焊接作业线设置位置可以分为中央式和侧边式:
中央式:作业线设置在铺管船的中央,稳定性高,适合恶劣环境下施工。但由于甲板被焊接作业线分为两部分,吊装设备以及甲板的利用率不是很高。
侧边式:焊接作业线设置在船体的一侧,多用于浅近海,工作环境不是很恶劣,可以稍微降低稳定性,提高甲板的利用率。
(未完待续)
本周小结
本周股市还是在波动中延续,可能会一直波动到你怀疑人生,然后你抛出,然后它上涨,然后你再次怀疑人生。我们要做的就是抱稳拿住,就当吃股息,自己买入的这些企业都是优质企业,目前基本面不存在问题,还有着优质的现金流,一点点股价的波动算什么。
昨天晚上看黑白的公众号,他说他自己一年的股息有30多万,我看他但是这一次平安的股息就4万多,由此推算,他的股市资金已经超过8位数,而且有可能是大8位数,着实让人羡慕。可惜自己没有意识到金融股的好,目前还基本没有持仓,等分红陆续到账后,准备在合理的价位慢慢建仓。
本周买入小仓位红利低波与红利质量,目前估值合理,相当于定投买入,至少不高估。现在如巴菲特说的就像一位老人进了女儿国,太多诱人的标的没有现金和子弹,只有眼看着流口水。马山各大企业的分红陆续到账了,可以买买买了。希望自己再过5-10年也可以像黑白一样,股息可以赶上工作收入。
本周茅台开了股东会,非常羡慕有机会到现场参会的朋友们,看了大家发的和网上的几个视频,尤其是对于副书记王莉所说的关于茅台年轻化的问题深有感触,这两天写一写这一方面的文章。