
史前时代(1970s-1983):
PCR还没出生,管子更不存在
PCR管的诞生完全是“技术倒逼耗材”,不是先有管子再有实验,而是实验被逼到没辙,才催生专用容器。
70年代那会儿,科拉纳(说人名你也许不知道,1968年诺贝尔生理学奖得主,基因合成、核酸体外扩增思想的奠基人,被称为 “基因合成之父”)提过DNA体外扩增的设想,但没人当真——引物合成烂、聚合酶不耐热,连像样的热循环设备都没有。那个时候做核酸实验,用的就是普通玻璃试管、EP离心管,甚至医院采血的小玻璃管。
做实验玻璃管厚、传热慢,95℃煮完拿出来,外壁烫得抓不住,内壁温度还没均匀。玻璃容易吸附DNA/酶,反应液剩一点就粘在壁上下不来,扩增结果忽高忽低,实验结果好比现在开盲盒。更糟的是污染,普通试管洗了再用,酶、DNA残留去不掉,做10次有8次假阳性,纯粹是“靠运气+玄学”,没人敢说自己结果稳。
1983年穆利斯(说人名你也许也不知道,1993年诺贝尔化学奖得主,PCR技术的发明者,被称为“PCR之父。都是大咖)在山路上想出PCR原理时,估计压根没考虑“用什么装反应液”——他先愁的是酶不耐热,每次循环都得手动加新酶,敞口操作,污染到离谱。当时Cetus公司(全球最早的生物技术公司之一,穆利斯在此发明的PCR技术,1991年被Chiron收购,后并入诺华)内部都笑他:“想法挺美,实操就是灾难。”
1984年穆利斯第一次成功扩增49bp片段时,用的就是普通1.5ml EP管,厚壁、螺口盖,传热差。热循环靠三个水浴锅来回挪——机械臂移来移去,敞口加酶,蒸发量能掉30%,样品直接干在管底。
所有人都在用“凑合方案”,没人觉得需要专门的管子——毕竟PCR本身都还没被认可,谁会为一个“不确定的技术”定制耗材?
诞生期(1985-1990):
PCR火了,管子被迫“从0到1”
1985年是分水岭,《科学》发表PCR应用论文,Taq酶1988年正式用上,自动化热循环仪开始出现,技术跑起来,耗材就跟不上了。
老科研吐槽:“用EP管做PCR,边缘孔Ct值差3个循环,中间正常、两边飘,重复性烂到没法发文章。”
为啥?那个时候普通EP管三个问题
壁厚0.5-1mm,传热慢且不均,模块温度传到管内要20多秒,边缘跟中心温差能到3-5℃
盖不严,热循环时蒸发厉害,25μL体系跑完剩15μL,浓度乱变
有酶残留、有DNA污染,生产没灭菌,直接用必出问题
1988-1989年,第一批“PCR专用管”悄悄出现,美国一家小厂给Cetus做的试制品,0.2mL容量、PP材质、壁厚0.15mm、锥底、平盖,要求“无酶、灭菌、透明”。
但那时候工艺巨糙:
注塑模具精度差,壁厚误差0.05-0.1mm,一批管子厚薄不一
灭菌用环氧乙烷,残留高,偶尔抑制扩增
没有联排,全是单管,加样全靠手动,通量极低
盖跟管咬合松,跑40循环大概率弹开
但就算这样,也比EP管强太多——传热快了一倍,蒸发量降到5%以内,Ct值偏差从3个循环缩到0.5个。实验室疯抢,小厂产能直接拉满。
1990年,ABI(后来的赛默飞)、Eppendorf正式入局,推出第一款商业化PCR管:0.2mL单管,薄壁PP、伽马灭菌、光学透明。
行业才算正式有了“PCR管”这个品类——定义很简单:薄壁、耐高温、密封、无酶、适配热循环仪。
所以,PCR管不是“设计出来的”,是“被PCR技术逼出来的”——没有Taq酶、没有自动化热循环仪,就永远不会有PCR管,这就是典型的“应用驱动耗材”。
03
成长期(1991-2005):
规格定型,联排爆发,国产萌芽
90年代到2005年,是PCR管“长身体”的阶段——规格定下来、形式变丰富、工艺稳了,国产也开始冒头。
(1)规格标准化:0.2mL成绝对主流
1991-1993年,行业慢慢统一尺寸:
容量:0.1mL(qPCR微量)、0.2mL(标准,90%场景)、0.5mL(大体系)尺寸:直径7.5mm、高20.65mm,适配ABI、罗氏、Bio-Rad主流仪器材质:锁定医用级PP(MDPP),耐-20℃~95℃循环,化学惰性
0.2mL为啥能垄断?因为刚好适配96孔板模块,通量、体积、传热三者平衡——0.1mL太小易蒸发,0.5mL太厚传热慢,0.2mL是“黄金尺寸”。
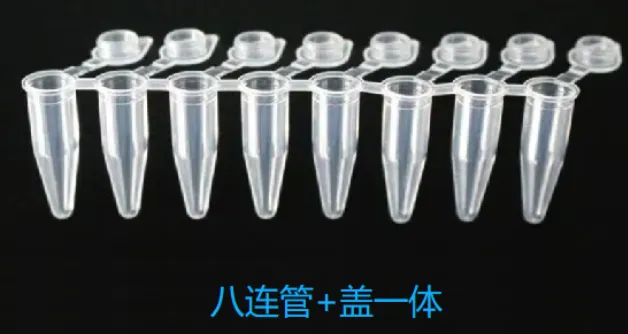
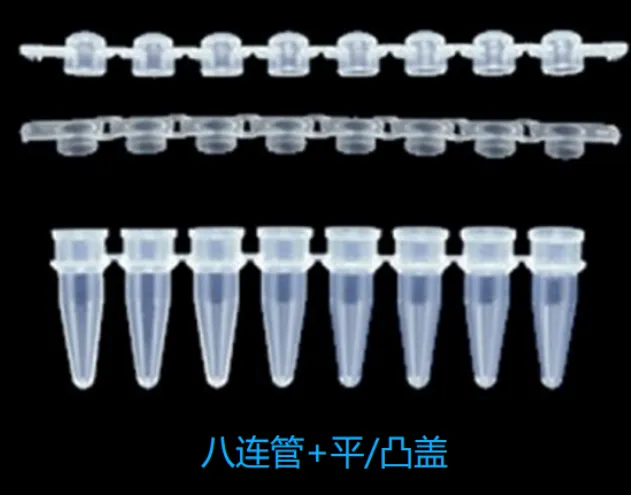
(2)联排管革命:8联/12联,效率直接起飞
1995年是关键节点——8联PCR管问世,直接把实验效率拉满。
之前单管加样,1小时最多96个;8联管配8道移液器,10分钟搞定96个,误差还小。实验室直接“换管如换刀”,没人再用单管做高通量。
紧接着12联管、96孔板出来,适配自动化工作站,通量从“百级”冲到“万级”。2000年第三方医检所全靠8联管撑产能。
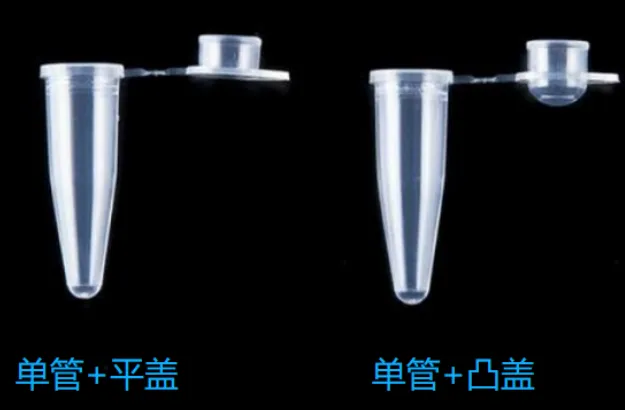
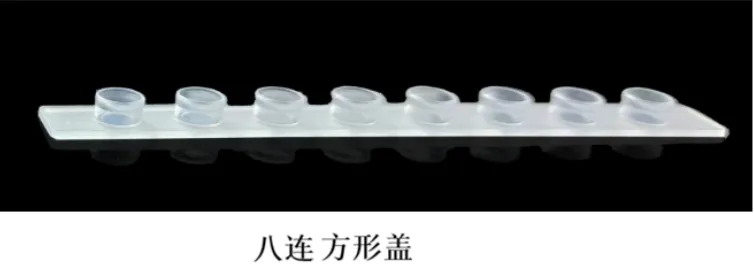
盖型也分化:
平盖:qPCR专用,透光好、信号均匀
凸盖:普通PCR,密封更强、防蒸发
光学盖:高透明,低荧光本底,适配qPCR


(3)工艺升级:从“能用”到“好用”
2000年后,注塑精度提上来:
壁厚从0.15mm降到0.1mm,误差≤0.02mm,传热更均匀
灭菌统一用伽马射线,无残留、无酶/无DNA/无RNA,达标ISO 13485
低吸附处理:表面改性,减少DNA/酶黏附,回收率提10-15%
(4)国产起步:从模仿到追赶
2000年前后,国内第一批PCR管厂出现:洁特生物、江苏康健、上海生工等。
初期是模仿进口——外观一样、规格一样,价格只有进口的1/3,主打高校、中小实验室,但工艺还有待提升差一截:
国际三强(赛默飞、Eppendorf、Corning)占70%高端市场,国产分30%中低端。
04
爆发期(2006-2019):
qPCR带飞,国产崛起,技术内卷
2006年后qPCR(荧光定量PCR)爆发,直接把PCR管推到“高精尖”赛道——要求从“能用”变成“极致精准”,行业彻底洗牌。
(1)qPCR倒逼管子升级:白色管、低荧光、超均匀
qPCR靠荧光信号定量,对管子要求变态高:
透光均匀:不能有气泡、划痕、厚薄差,否则荧光偏差大
低荧光本底:PP材质本身有荧光,必须改性,本底降80%以上
白色管诞生:

2010年前后,白色PCR管出现——反射荧光、减少光散射,qPCR信号强度提30%,Ct更稳,白色低荧光管,偏差≤0.2。
(2)国产逆袭:从“能用”到“对标进口”
2010-2019是国产PCR管的“黄金十年”,三个原因:
技术追平:买进口精密注塑机、模具,壁厚误差做到0.02mm以内,低吸附、低荧光、灭菌全达标
成本优势:比进口便宜30-50%,供货周期短(1-2周 vs 进口4-8周)
疫情前需求爆发:临床检测、疾控、科研、药企全线扩张,国产产能跟得上
2015年后,国产专业塑材耗材厂崛起,高端市场份额从5%冲到25%。
(3)技术内卷:防污染、超薄壁、高通量
行业开始“卷细节”:
防污染:双卡扣盖、纳米密封材料,加热时膨胀密封,蒸发率≤2%超薄壁:0.08mm壁厚,传热更快,升降温时间缩15%,适合快速PCR384孔板:适配超高通量,单日检测破万,医检所标配带条码:追溯样本,适配自动化,减少人工误差05
成熟期(2020-至今):
疫情催化,国产登峰,智能化/绿色化
2020年新冠疫情,是PCR管行业的“终极大考”——需求暴增100倍,产能、质量、供应全拉满,国产专业原厂直接登顶,行业进入成熟稳定期。
(1)疫情:需求疯涨,国产挑大梁
2020年初,全球PCR管缺货,进口断供、价格涨5倍,国产专业耗材厂24小时连轴转:国产专业原厂PCR管质量稳、交货快,反而成了“全球硬通货”。疫情后,全球格局彻底变:国产专业原厂占全球40%,国际三强50%,剩下10%小品牌。
(2)技术成熟:性能触顶,差异化竞争
现在PCR管技术:
壁厚0.08-0.1mm,误差≤0.01mm,传热极致均匀无酶/无DNA/无RNA,100%伽马灭菌,生物安全达标密封、低吸附、低荧光,全满足qPCR/dPCR规格全覆盖:单管、8/12联、96/384孔板,适配所有仪器竞争转向差异化:
数字PCR(dPCR)专用管:超高均匀性、低吸附、微滴兼容自动化适配:防刮、易抓取、条码清晰绿色环保:生物基PP、可降解材料、回收方案定制化:特殊容量、颜色、标识,适配小众仪器(3)行业现状:稳定、成熟、微创新
现在PCR管就是“实验室刚需耗材”——每年增速5-8%,跟分子诊断、科研投入同步。
技术没颠覆性创新,都是微改进:
更薄更均匀密封更好、污染更低更适配自动化、高通量更环保、成本更低。06
40年,从凑合到极致
PCR管40年就是三句话:
技术驱动:没有PCR、没有Taq酶、没有qPCR,就没有PCR管,完全是应用倒逼耗材进化
从糙到精:从厚壁EP管→薄壁单管→联排管→qPCR专用管→dPCR管,精度、稳定性、安全性指数级提升
国产逆袭:从模仿进口→低端替代→全面对标→全球供货,疫情成关键转折点,且国产核心产能集中在专业塑材耗材原厂(IVD企业的多数为贴牌)
PCR离心管生产过程控制-干货
需知其然,还需知其所以然,所以背后的逻辑即为什么要这样做,一同分享大家,这些都是本人的干货分享(网上是没有现成的哦)
一、首件 / 过程 / 复核
首件检验:动作--外观+负压等;
背后的逻辑:首件合格=整批合格,从源头堵死批量报废
过程检验:频率--1次/2小时;
背后的逻辑:模具/料温/压力可能会漂移,定时巡检防不良扩大
生产后4-5个小时复核:一般是称重,以500个为一个单位,好统计好换算。
背后的逻辑:单重=壁厚/充填是否正常;防短装+防缺料欠注
换色/换料:动作--对比限度样。
背后的逻辑:颜色一致=原料ok,防混料;

二、测试
壁厚测试:注塑后直接就可以测,尤其锥底要测,多测几个点
背后的逻辑:测尺寸≠测强度;一出模就定型,冷热结果一样,有问题能及时纠偏
漏液测试:也是注塑后就可以直接测;通用做法都是加染色试剂倒立,时长怎么着也得大于30分钟到1个小时;
背后的逻辑:裂纹/缺料/缩孔这种导致漏液的缺陷一出模就会存在,冷却后也不会不消失
负压测试:一般-60kPa下3min,看密封区/密封圈;
背后的逻辑:负压保持一定kpa一定时长,模拟真空/低温极端场景,同时也可以验证极限密封
拉力测试:这个有一定的使用场景区分,有的是设备开关,有的是人工,所以存在客户与供方对标适配的场景,一般出厂是有个基础参数的,每个厂家会有些差异,取决于原料、模具精度、注塑工艺
背后的逻辑:力度适中,防太松弹开、太紧难开
离心测试:通常是1000rcf -15000rcf范围测试;
背后的逻辑:模拟最高强度使用,防破裂弹盖
冷冻测试:一般来说需要满足-20/-80℃ 24H;
背后的逻辑:实验室样本运输、储存低温环境,验证耐低温,防冻裂漏液
刻度线测试:看凹液面与刻度平齐;
背后的逻辑:保证加样精准,这一条不一定有些企业会做或者能想到去做的,细节决定成败。

三、外观关键标准
飞边:最好小于0.25mm;要注意径向不要指向中心 / 覆盖管口
背后的逻辑:管口是密封的生命线!飞边破坏圆度+密封面很容易导致漏液
密封区飞边:标准最好小于0.40mm;
背后的逻辑:飞边太高容易盖不紧,然后离心/负压的时候容易导致漏液
锐边:标准最好小于0.4mm;
背后的逻辑:避免损坏枪头
毛刺/划伤:别有;
背后的逻辑:毛刺可能污染样本,划伤就改变了应力,离心的时候容易破
气泡:不要在管壁内侧出现
背后的逻辑:内壁气泡破会干扰实验
刻度:清晰没拉丝;
背后的逻辑:刻度不准→实验数据作废

四、最终检验(外箱/标签/内袋)
外箱和标签:就不多说了,大家知道:无脏污、破损、起翘、漏贴等等
灭菌热封袋:热封完整无皱,封口宽≥6mm为好。
背后的逻辑:保证无菌、防开裂、客户使用顺畅

国际第一梯队(市占约50%):赛默飞、Eppendorf、Corning、Bio-Rad。
国产:很多,这么说,只要是个耗材厂家,基本都有这个。重点说一下,国产和进口的差距主要是三点---模具精度、模钢选材、对待质量控制的细节上。

(1)智能化/集成化(适配自动化)
内置微型传感器:实时监控管内温度、荧光,数据直接传仪器一体化设计:管+盖+条码+密封,全自动操作,零人工误差微流控集成:PCR管+微流控芯片,一体化扩增+检测,dPCR专用(2)绿色环保(可持续)
生物基PP:用植物原料替代石油基,减碳50%+可降解材料:实验后可降解,减少实验室塑料垃圾回收体系:使用后回收、清洗、再灭菌、循环使用(合规前提下)(3)极致细分(场景定制)
dPCR专用:更高均匀性、更低吸附、微滴完美兼容快速PCR专用:0.07mm超薄壁,传热更快,升降温缩20%单细胞PCR专用:超低吸附、超小容量、零污染定制化:特殊尺寸、颜色、材质、标识,适配小众仪器
结语:
PCR管40年,从“临时凑合的EP管”到“高精尖稳定耗材”,从“进口垄断”到“国产登峰”,本质是分子生物学技术发展+国产工业能力崛起+供应链自主可控的三重结果。这个小管子一步步进化,我们都见证着国产耗材从追赶到并跑,PCR管技术已经非常成熟,以至于”普通“到让你忘了它的存在。
*本文尝试首次改版 ,有几篇文章(冻存管,引物,吸头)我先下架了,没看到的等后面重新上线
,有几篇文章(冻存管,引物,吸头)我先下架了,没看到的等后面重新上线
