精炼炉、电弧炉、矿热炉等的电极加热原理、操作与注意事项
精炼炉、电弧炉、矿热炉(埋弧电弧炉)是冶金行业核心冶炼装备,其核心加热方式均为电极加热。不同于普通电阻加热、感应加热,电极加热依托“电能-热能”的高效转化,结合冶金工艺需求实现高温熔炼、精炼,其原理涉及电磁学、热力学、材料学等多学科融合,操作过程需精准控制电参数、物料状态与设备工况,稍有偏差便可能导致电极损坏、炉况紊乱甚至安全事故。今天我们试着从核心原理、加热机制、实操流程、注意事项四大维度,深入分析电极如何发热、热量如何传递、如何规范操作”三大核心问题。
一、电极加热的核心原理
电极加热的本质是电能向热能的定向转化,核心依托两大物理效应——电弧放电效应与电阻热效应,二者协同作用,为冶炼提供3000℃以上的高温环境(适配铁合金、钢水精炼、电石等产品的冶炼需求)。两种效应的作用机制、能量占比,因炉型(精炼炉/矿热炉)、冶炼阶段不同而存在差异,但核心逻辑一致:通过电极导入强大电流,利用电流的“放电”与“阻抗损耗”产生热量,再通过传导、辐射、对流三种方式将热量传递至炉料/钢液,实现熔炼、升温、精炼的工艺目标。
(一)核心效应1:电弧放电效应(主要热源,占比70%-90%)
电弧是“气体放电的一种极端形式”,当电极与电极、或电极与炉料之间形成一定电压差,且距离足够近时,电场强度会突破空气(或炉内气氛)的绝缘极限,使气体发生电离(形成电子、离子),电流通过电离后的气体形成“电弧柱”,同时释放大量热能——这就是电弧放电效应,也是电极加热的核心热源。
深入拆解电弧放电的热量产生过程,可分为三个阶段,且每个阶段均伴随能量转化:
1. 电离阶段:电极接通高压电源后,电极端部(通常为石墨、自焙电极)因电流通过产生高温,使电极表面的电子获得足够能量,脱离电极表面(热发射);同时,电极与炉料/另一电极之间的气体(如空气、一氧化碳、氢气等炉内气氛),在强电场作用下被电离,形成可导电的等离子体(电子、正离子混合体),打破气体绝缘状态,为电流导通创造条件。
2. 电弧形成阶段:电离后的等离子体成为电流的“载体”,电子从阴极(通常为负极)向阳极(通常为正极)高速运动,正离子则反向运动,运动过程中电子与正离子、气体分子发生剧烈碰撞,将动能转化为热能——这是电弧热量的主要来源。此时电弧柱的温度可达3000~6000K(约2727~5727℃),电弧中心温度最高,向边缘逐渐降低,形成稳定的高温热源。
3. 热量传递阶段:电弧产生的高温,一部分通过辐射传递(类似太阳发热),直接加热炉料表面、炉衬与钢液;另一部分通过传导传递,电弧柱与电极、炉料直接接触,将热量传递至物料内部;还有少量通过对流传递,炉内高温气体流动,带动热量扩散,确保炉内温度均匀。
关键补充:电弧的稳定性直接决定加热效果,而电弧稳定性由“电压、电流、电极间距、炉内气氛”四大因素控制。电压过低,无法突破气体绝缘,难以形成电弧;电压过高,电弧过长,热量分散,且易发生“断弧”;电流过小,电弧能量不足,升温缓慢;电流过大,电弧过强,易烧损电极与炉衬——这也是后续操作的核心控制点。
(二)核心效应2:电阻热效应(辅助热源,占比10%-30%)
电阻热效应即“焦耳热效应”,核心逻辑是:电流通过导体时,因导体存在电阻,电流受到阻碍,一部分电能会转化为热能(公式:Q=I²Rt,其中Q为热量,I为电流,R为电阻,t为通电时间)。在电极加热过程中,电阻热主要来自两个部分,二者共同构成辅助热源,确保热量均匀传递、炉内温度稳定:
1. 电极自身的电阻热:电极(石墨电极、自焙电极)本身是导体,但存在一定电阻,当强大电流(通常为千安级)通过电极时,电极自身会产生少量电阻热。这部分热量虽占比不高,但可维持电极端部温度,避免电极因温差过大发生断裂(尤其是石墨电极,脆性较大,温差过大易开裂),同时辅助电极表面电子热发射,促进电弧形成。
2. 炉料/钢液的电阻热:矿热炉冶炼中,炉料(如矿石、焦炭、熔剂)本身是半导体或导体,电流通过电弧导通后,一部分电流会通过炉料形成回路,炉料的电阻会产生电阻热,使炉料内部升温——这就是矿热炉“埋弧加热”的核心逻辑(电弧深埋于炉料中,电阻热与电弧热协同,实现炉料内外同时加热,升温更均匀,能耗更低)。而精炼炉中,钢液本身是良导体,电阻较小,电阻热占比极低,主要依靠电弧热加热钢液、调整钢液温度。
(三)炉型差异:精炼炉与矿热炉电极加热原理的细微区别
虽然二者核心原理一致,但因冶炼目的、炉料状态不同,加热机制的侧重点存在差异,具体如下,避免混淆:
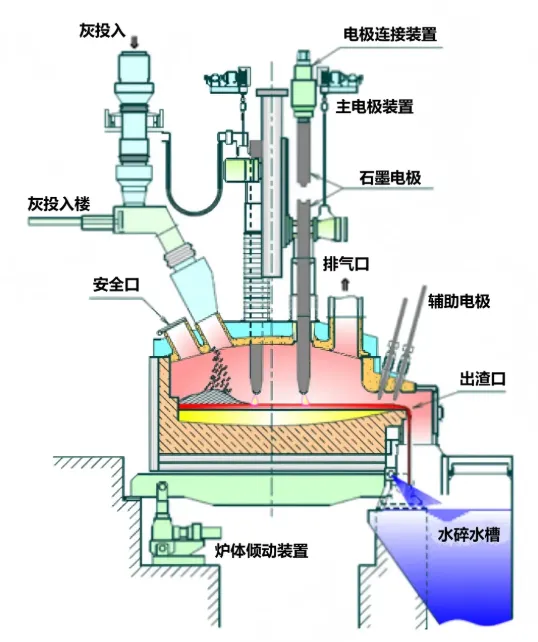
1. 矿热炉(埋弧电弧炉):以“电弧热+炉料电阻热”协同加热为主,电弧深埋于炉料内部,电阻热占比相对较高(约20%-30%)。核心目的是还原冶炼(如铁合金、电石生产),炉料需从常温逐步升温至熔融状态,电阻热可实现炉料内部升温,减少热量损耗,提高热效率,同时避免炉料表面过热、内部未熔的“夹生”问题。此外,矿热炉的自焙电极还会利用自身电阻热与炉内辐射热,实现电极糊的自行焙烧,完成电极的连续补充与成型。
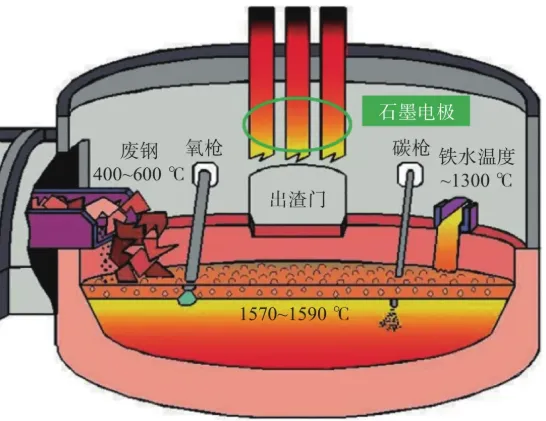
2. 精炼炉(如LF炉):以“电弧热”为主,电阻热占比极低(不足10%)。核心目的是对钢水进行精炼(升温、脱氧、脱硫、去除夹杂物),钢水本身已处于熔融状态,无需依靠电阻热升温,仅需通过电弧辐射热快速调整钢水温度(通常从1500℃升至1600℃以上),同时避免电弧直接接触钢液导致钢水增碳、增氮(影响钢水质量)。

二、电极加热的具体过程(从通电到发热,一步步拆解)
电极加热的完整过程,是“电极准备→电弧引燃→热量转化→温度调控→电极消耗补充”的闭环,每个环节都与原理紧密结合,且需严格遵循工艺要求,以下按实际生产流程,详细分析每个步骤的操作逻辑与核心动作:
(一)前期准备:电极与设备调试(为加热奠定基础)
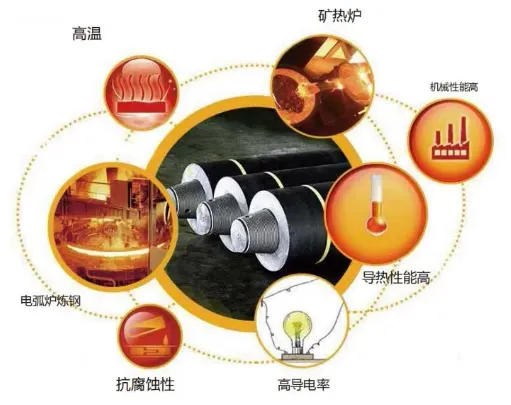
1. 电极选型与安装:根据炉型、冶炼品种选择合适的电极(矿热炉常用自焙电极、石墨电极;精炼炉常用高功率石墨电极),确保电极直径、长度与变压器容量匹配(电极直径越大,可承载的电流越大,电弧能量越强)。安装时,需将电极与把持器(铜瓦)紧密贴合,确保接触良好——若接触不良,会导致接触电阻过大,产生局部过热,烧损电极与把持器,甚至引发电弧击穿。
2. 电参数调试:根据冶炼阶段(升温、保温、精炼),设定变压器的电压、电流参数(矿热炉电压通常为几十伏,电流为几千安;精炼炉电压稍高,电流根据钢液量调整),同时检查短网(从变压器二次侧到电极把持器的馈电线路)的连接状态,确保短网阻抗均匀、无松动,避免因短网布置不对称导致偏弧(电弧偏向一侧,烧损炉衬)。
3. 炉内预处理:矿热炉需将配好的炉料(按比例混合的矿石、还原剂、熔剂)均匀装入炉膛,铺料厚度符合要求,为埋弧加热创造条件;精炼炉需将钢水倒入钢包,调整钢包位置,确保电极与钢液表面的距离合理(通常为50-100mm),避免电极接触钢液。
(二)核心步骤:电弧引燃与热量产生(原理落地的关键)
1. 电极下降:通过电极升降机构(液压缸、卷扬机),缓慢下降电极,使电极端部接近炉料(矿热炉)或钢液表面(精炼炉),控制电极与物料的间距在5-20mm(间距过大,无法引燃电弧;间距过小,电极易与物料短路,烧损电极)。
2. 电弧引燃:接通高压电源,电极与物料之间形成强电场,突破气体绝缘,发生电离,形成电弧(引燃方式分为“接触引燃”与“非接触引燃”:接触引燃是电极与物料接触后快速提升,利用接触点的高温与电场作用引燃电弧;非接触引燃是通过高压脉冲,直接击穿气体引燃电弧,精炼炉多采用此种方式,避免电极接触钢液污染钢水)。
3. 热量转化与传递:电弧形成后,电流持续通过电弧柱,电子与离子碰撞产生大量电弧热(核心热源),同时电流通过电极、炉料产生电阻热(辅助热源)。热量通过辐射、传导、对流三种方式传递:辐射热直接加热炉料/钢液表面,传导热通过电极、物料接触传递至内部,对流热通过炉内高温气体扩散,使炉内温度逐步升高,达到冶炼所需温度(矿热炉熔炼温度约1800-2200℃,精炼炉精炼温度约1600-1700℃)。
(三)过程控制:温度与电弧的动态调节(维持稳定加热)
冶炼过程中,需根据炉况(温度、物料状态、钢液成分),动态调节电极与电参数,确保加热稳定、能耗最低:
1. 电极位置调节:通过电极升降机构,调整电极插入深度(矿热炉)或与钢液的间距(精炼炉):温度过低时,下降电极,缩短电弧长度,增大电弧能量,加快升温;温度过高时,提升电极,延长电弧长度,分散热量,避免烧损炉衬与电极。矿热炉中,电极插入深度需控制在炉料层以下,确保电弧深埋,充分利用电阻热,减少热量损耗。
2. 电参数调节:根据温度需求,调整变压器的电压、电流:升温阶段,采用“高电流、低电压”,增大电弧能量,加快升温速度;保温、精炼阶段,采用“低电流、高电压”,维持稳定温度,避免过度加热导致能耗增加、钢液成分异常。同时,通过电极自动调节系统(恒阻抗/恒功率),自动调整电极位置,稳定电流、功率,实现稳产低耗。
3. 炉内气氛调节:炉内气氛(如氮气、氩气、一氧化碳)会影响电弧稳定性与热量传递效率:精炼炉中,通入氩气可隔绝空气,避免钢水氧化,同时稳定电弧;矿热炉中,炉内一氧化碳气氛可促进还原反应,同时减少电弧的氧化损耗,延长电极寿命。
(四)后期操作:电极消耗与补充(保障连续加热)
电极在加热过程中,会因高温氧化、电弧烧蚀、机械磨损而不断消耗,需及时补充,确保加热连续进行:
1. 电极消耗监测:通过料位计、电流电压变化,实时监测电极消耗情况(石墨电极消耗速度约0.5-1mm/h,自焙电极消耗速度与焙烧速度匹配),当电极长度低于设定值时,及时补充。
2. 电极补充操作:石墨电极采用“对接连接”,通过电极接头将新电极与旧电极连接,确保连接紧密,避免接触不良产生局部过热;自焙电极采用“分段补充”,将电极壳逐节焊接,向壳内填充电极糊,利用电流焦耳热与炉口辐射热,使电极糊逐步炭化、致密化,完成自行焙烧,实现电极的连续补充。自焙电极补充需遵循“少放、勤放、定时放”的原则,下放长度与消耗长度匹配,维持烧结区位置稳定。

三、电极加热的具体操作规范
操作的核心是“稳定电弧、精准控温、保护电极与炉衬”,需分岗位、分步骤规范操作,结合炉型特点,制定以下实操规范(涵盖前期准备、过程操作、后期收尾):
(一)操作前准备
1. 电极检查:检查电极表面是否有裂纹、破损、掉块(石墨电极脆性大,裂纹会导致电极断裂);检查电极与把持器的接触情况,清除接触面上的灰尘、氧化皮,确保贴合紧密;自焙电极需检查电极壳是否完好,电极糊填充是否充足,糊柱高度是否符合要求(通常为电极直径的0.6-0.8倍)。
2. 电气设备检查:检查变压器、开关柜、短网的连接状态,确认无松动、无破损,绝缘性能良好(主回路绝缘电阻≥10MΩ,机壳接地电阻≤0.1Ω);检查电极升降机构、液压系统,确保动作灵活,无卡滞;检查冷却系统,确保冷却水压力(0.2-0.4MPa)、水温(≤35℃)符合要求,冷却管路无泄漏——电极、把持器、变压器均需依靠冷却水降温,缺水运行会导致设备永久损坏。
3. 炉况检查:矿热炉检查炉料铺料是否均匀,有无结块、偏料;精炼炉检查钢包位置是否准确,钢液量是否符合要求,炉衬是否完好,避免炉衬破损导致钢液泄漏。
4. 安全检查:检查消防设施(消防水池、消防泵、干粉灭火器)是否完好,可燃/有毒气体(CO、O₂)在线监测设备是否正常;检查操作岗位的防护设施(绝缘手套、防护面罩、耐高温防护服)是否齐全,确保操作人员安全。
(二)过程操作规范
1. 电弧引燃操作:
(1)精炼炉(非接触引燃):接通电源后,缓慢调整变压器电压至设定值,通过高压脉冲引燃电弧,引燃后逐步调整电流,同时下降电极,使电弧长度稳定在50-100mm,避免电弧过长或过短。
(2)矿热炉(接触引燃):将电极下降至与炉料接触,接通电源,待接触点产生高温后,缓慢提升电极5-10mm,引燃电弧,随后调整电极插入深度,使电弧深埋于炉料中,避免电弧外露(外露会导致热量损耗过大,烧损炉盖)。
2. 温度与电弧调节操作:
(1)升温阶段:采用高电流、低电压,电极位置适当降低(精炼炉缩短与钢液间距,矿热炉加深插入深度),每10分钟监测一次炉温,根据温度变化调整电流、电极位置,避免升温过快导致炉衬开裂。
(2)保温/精炼阶段:调整至低电流、高电压,维持电弧稳定,炉温控制在设定范围(精炼炉1600-1700℃,矿热炉1800-2200℃),同时监测钢液成分(精炼炉)、炉料熔融状态(矿热炉),根据需求调整加热时间。
(3)异常处理:若出现“断弧”,立即降低电流、提升电极,重新引燃电弧,避免长时间断弧导致炉温下降;若出现“偏弧”,调整电极位置,检查短网连接,确保三相电流均匀,避免偏弧烧损炉衬。
3. 电极补充操作:
(1)石墨电极:对接时,清理电极接头与电极孔内的灰尘、氧化皮,涂抹导电膏(增强导电性,减少接触电阻),用专用工具拧紧,确保对接牢固,对接后检查电极垂直度,避免电极倾斜导致偏弧。
(2)自焙电极:焊接电极壳时,确保焊缝严密,无漏糊现象;填充电极糊时,均匀填充,避免出现空洞,填充后轻轻捣实,维持稳定的糊柱压力,确保电极焙烧均匀。
(三)操作后收尾
1. 停机操作:冶炼完成后,先逐步降低电流、电压,关闭电源,待电弧熄灭后,提升电极,使电极远离炉料/钢液,避免电极冷却收缩时与物料粘连。
2. 设备检查与维护:检查电极剩余长度,记录消耗情况,及时补充电极;清理电极表面、把持器上的灰尘、氧化皮;检查冷却系统,关闭冷却水(若长期停机),排放管路内的积水;检查炉衬、炉盖的损坏情况,及时修补。
3. 安全清理:清理炉口周围的杂物、废渣,检查现场有无火灾、泄漏隐患,关闭所有电气设备电源,做好操作记录(电参数、加热时间、电极消耗、炉温等)。
四、电极加热的注意事项
电极加热涉及高压、高温、强电流,且直接影响冶炼质量与设备寿命,需重点关注安全、电极保护、炉况控制三大类注意事项,每一条均对应原理与操作中的核心风险点,避免因操作不当导致安全事故、设备损坏或产品不合格:
(一)安全注意事项
1. 高压安全:电极加热采用高压、大电流供电,操作人员必须穿戴绝缘防护用品(绝缘手套、绝缘鞋、防护面罩),严禁带电触摸电极、短网、变压器等电气设备;严禁带电更换电极或调整把持器,设备内部直流母线电压可达600V以上,即使断开主电源,电容仍可能存有高压电荷,务必执行“断电—等待5分钟—按急停—手动放电”流程,放电后需用验电笔二次确认,方可进行操作。
2. 高温安全:炉内温度高达3000℃以上,电弧辐射热量极强,严禁在炉口长时间停留,避免高温烫伤;严禁用手直接触摸刚使用过的电极、把持器,其表面温度可达数百摄氏度;清理废渣、炉料时,需待温度降至安全范围,佩戴耐高温防护用品。
3. 火灾与气体安全:电极加热过程中,会产生一氧化碳、氢气等可燃气体,需保持炉内通风良好,及时排出可燃气体,避免气体积聚引发爆炸;现场严禁吸烟、动火,配备充足的消防设施,定期检查可燃/有毒气体监测设备,确保正常运行;若发生气体泄漏,立即停机、通风,疏散人员,严禁开关电气设备(避免产生火花引发爆炸)。
4. 设备安全:冷却系统必须连续运行,严禁缺水、断水,定期检查冷却水的压力、水温、水质,避免水垢堵塞管路,导致电极、把持器、变压器过热损坏(电阻焊机缺水运行30秒即可导致IGBT永久损坏,电极加热设备同理);电极升降机构、液压系统需定期检修,避免卡滞导致电极坠落、电弧失控。
(二)电极保护注意事项
1. 避免电极断裂:石墨电极严禁撞击、摔落,安装时轻拿轻放,避免产生裂纹;加热过程中,避免电极温差过大(如突然升温、降温),防止热胀冷缩导致断裂;电极对接时,确保对接牢固,避免接触不良产生局部过热,导致电极烧断。
2. 控制电极消耗:根据冶炼工艺,合理设定电参数,避免电流过大导致电极烧蚀过快;矿热炉中,确保电弧深埋于炉料中,减少电极氧化损耗;自焙电极需控制焙烧温度,避免焙烧过快导致电极壳烧穿,或焙烧过慢导致电极强度不足、断裂,糊柱高度需维持稳定,确保电极连续补充。
3. 避免电极短路:电极与炉料、钢液接触时,需及时调整电极位置,避免长时间短路,短路会导致电流骤增,烧损电极、把持器,甚至损坏变压器;若发生短路,立即切断电源,提升电极,排查故障后再重新引燃电弧。
(三)工艺注意事项
1. 温度控制精准:不同冶炼品种、不同阶段,对温度要求不同(如钢水精炼需控制在1600-1700℃,铁合金熔炼需控制在1800-2200℃),温度过高会导致钢液成分异常、炉衬烧损,温度过低会导致熔炼不充分、产品不合格;需实时监测炉温,动态调整电参数与电极位置,确保温度稳定。
2. 电弧稳定性控制:电弧不稳定会导致热量分布不均,影响冶炼质量,甚至烧损设备;需控制电极间距、电参数、炉内气氛,避免断弧、偏弧;矿热炉需确保炉料铺料均匀,避免偏料导致电弧偏移;精炼炉需通入惰性气体,稳定电弧,同时防止钢水氧化。
3. 匹配性控制:电极的直径、长度需与变压器容量、炉型匹配,避免“大电极配小功率”(电弧能量不足,升温缓慢)或“小电极配大功率”(电极承载不了电流,易烧损);短网布置需对称,阻抗均匀,避免因短网阻抗差异导致三相电流不均,引发偏弧。
4. 定期维护:定期检查电极、把持器、炉衬、电气设备的状态,及时清理灰尘、氧化皮,修补炉衬破损部位;定期校准温度监测设备、电流电压仪表,确保数据准确,为操作调整提供依据;每季度检测电气设备的绝缘性能与接地状态,降低漏电风险。
五、总结:电极加热的核心逻辑与关键把控
电极加热的本质,是“电弧放电效应+电阻热效应”的协同作用,将电能定向转化为冶金所需的高温热能,核心把控“电弧稳定、电流匹配、温度精准”三大关键点——电弧稳定是热量持续产生的基础,电流匹配是避免电极与设备损坏的前提,温度精准是确保冶炼质量的核心。
对于精炼炉、矿热炉而言,电极加热并非“简单通电发热”,而是结合冶金工艺需求,通过精准的操作控制,实现热量的高效传递与利用:矿热炉依托埋弧加热,兼顾电弧热与电阻热,实现炉料的还原熔炼;精炼炉依托电弧辐射热,实现钢水的升温与精炼。操作过程中,需严格遵循安全规范与工艺要求,重点保护电极、控制炉况,避免安全隐患与设备故障,同时确保产品质量稳定。理解电极加热的原理,不仅能规范操作、降低损耗,更能在出现异常(如断弧、偏弧、电极断裂)时,快速定位问题根源,及时解决,为冶金生产的连续、稳定、高效提供保障。