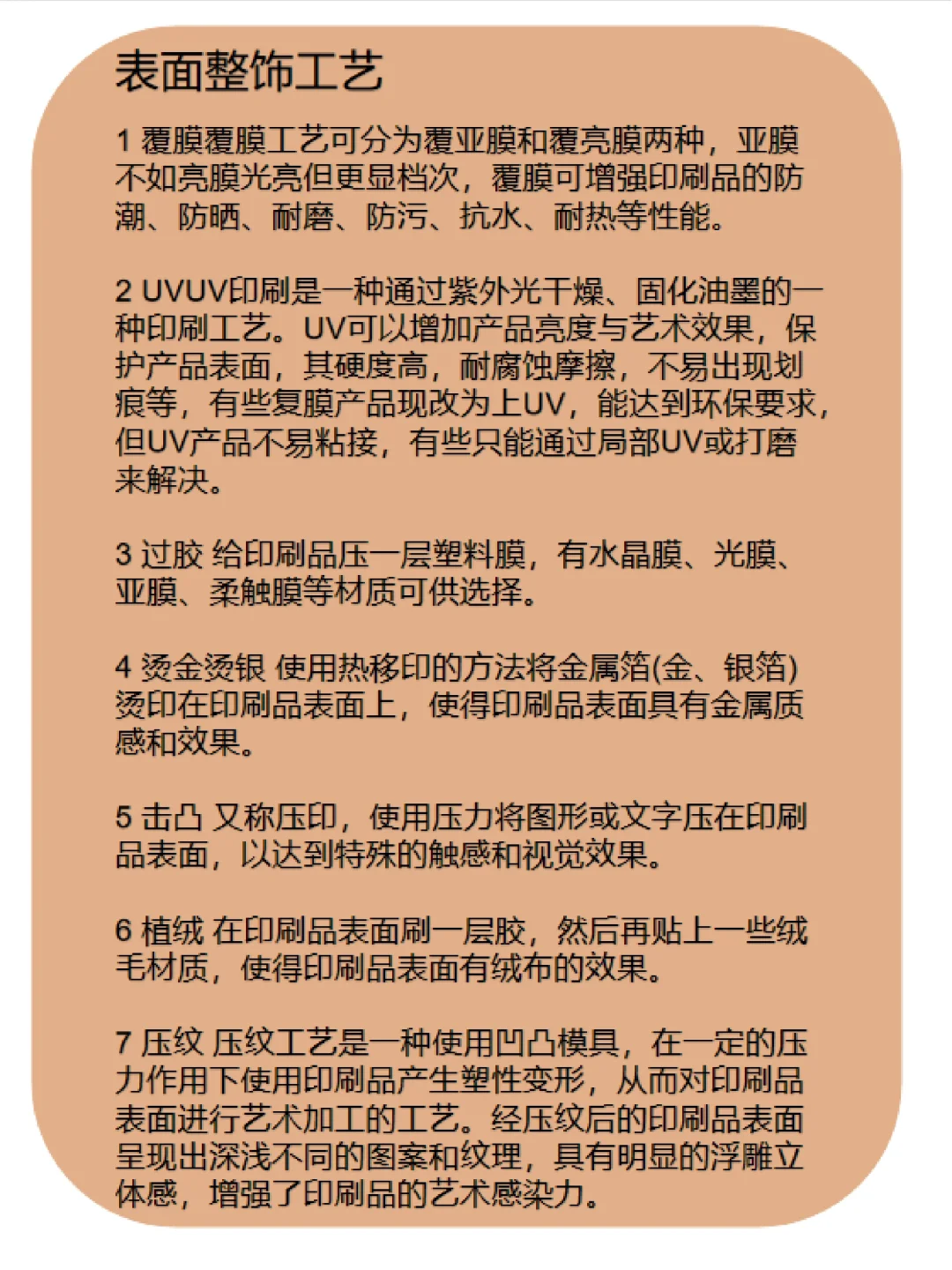
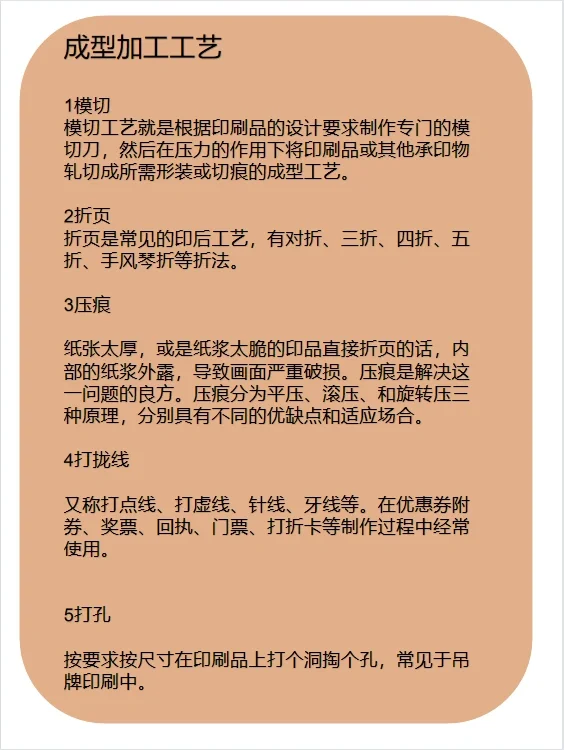
工艺是指对印刷品进行再加工,以获得更炫酷视觉效果的一系列加工工艺。印后工艺大抵分为表面整饬、成型加工、书刊装订及其它工艺。
常见后道工艺技术要点1
模切、击凸一次完成工艺
凸版的高度不能高于模切刀的高度,一般合压后击凸版的高度应与模切刀的高度相同。但450G以上厚纸板应分开来做。
2
UV上光油
如果油墨覆盖面积很小,则可考虑用UV油墨印色加上UV光油可以省加过底油这个过程。
3
模切工艺
直纹处理的模切刀用于模切胶质材料,因为胶质材料需要用更锋利的直纹刀来模切。横纹刀用于模切纸质材料,用它模切纸品,切口有镜面效果、顺滑、不生尘,横纹刀的刀锋稳定、耐用。
压痕线的安装:
用于卡纸的压痕线的计算方法:
压痕线厚度A≥卡纸厚度(c),压痕线宽度B=1.5c+0.71mm,根据计算结果A×B(mm)选择压痕线规格
用于瓦楞纸板的压痕线的计算方法:
压痕线厚度A≥瓦楞纸板的厚度(e),压痕线宽度B=2.0e+1.0mm,根据计算结果A×B(mm)选择压痕线规格;
量出钢线长度,用开剪机或手剪同样长度的压痕线,将压痕线套在钢线上;
揭开保护胶纸,开动模切机,压一次,要重压,使其粘牢,如果压痕线较短时最好压住停留1分钟左右;
开机拉出底板,撕去压痕线定位胶,然后用压痕线专用胶水或优质502强力胶水将压痕线两边加固,以免其移位;
最后用锋利的手术刀把过纸方向的压痕线两头削斜,以使过纸顺畅。
压痕线与钢线的配合:钢线高度模切刀高度—纸张厚度;钢线厚度≥纸张厚度。
反弹海绵胶硬度的选择原则:
当模切刀之间的距离<8mm时,应选择硬度为HS60(固体型)的海绵胶;
当模切刀之间的距离>8mm时,应选择硬度为HS25(瓦楞纸板)或HS35(卡纸,压缩率35%)的海绵胶;
当模切刀与钢线之间的距离<10mm时,应选择硬庶HS70的拱型海绵胶;
当模切刀与钢线之间的距离>10mm时,则应选择硬度为HS35的拱型海绵胶;模切刀的打口位应选用硬度为HS70的拱型胶,用于保护连点不被拉断。海绵胶安装在距离模切刀刀身两边最少1mm的位置,不能紧靠刀身安装;海绵胶应高出刀锋1.2mm左右,并视不同的硬度进行调节。#图文广告 #图文店 #加盟创业 #工艺工序卡
常见后道工艺技术要点1
模切、击凸一次完成工艺
凸版的高度不能高于模切刀的高度,一般合压后击凸版的高度应与模切刀的高度相同。但450G以上厚纸板应分开来做。
2
UV上光油
如果油墨覆盖面积很小,则可考虑用UV油墨印色加上UV光油可以省加过底油这个过程。
3
模切工艺
直纹处理的模切刀用于模切胶质材料,因为胶质材料需要用更锋利的直纹刀来模切。横纹刀用于模切纸质材料,用它模切纸品,切口有镜面效果、顺滑、不生尘,横纹刀的刀锋稳定、耐用。
压痕线的安装:
用于卡纸的压痕线的计算方法:
压痕线厚度A≥卡纸厚度(c),压痕线宽度B=1.5c+0.71mm,根据计算结果A×B(mm)选择压痕线规格
用于瓦楞纸板的压痕线的计算方法:
压痕线厚度A≥瓦楞纸板的厚度(e),压痕线宽度B=2.0e+1.0mm,根据计算结果A×B(mm)选择压痕线规格;
量出钢线长度,用开剪机或手剪同样长度的压痕线,将压痕线套在钢线上;
揭开保护胶纸,开动模切机,压一次,要重压,使其粘牢,如果压痕线较短时最好压住停留1分钟左右;
开机拉出底板,撕去压痕线定位胶,然后用压痕线专用胶水或优质502强力胶水将压痕线两边加固,以免其移位;
最后用锋利的手术刀把过纸方向的压痕线两头削斜,以使过纸顺畅。
压痕线与钢线的配合:钢线高度模切刀高度—纸张厚度;钢线厚度≥纸张厚度。
反弹海绵胶硬度的选择原则:
当模切刀之间的距离<8mm时,应选择硬度为HS60(固体型)的海绵胶;
当模切刀之间的距离>8mm时,应选择硬度为HS25(瓦楞纸板)或HS35(卡纸,压缩率35%)的海绵胶;
当模切刀与钢线之间的距离<10mm时,应选择硬庶HS70的拱型海绵胶;
当模切刀与钢线之间的距离>10mm时,则应选择硬度为HS35的拱型海绵胶;模切刀的打口位应选用硬度为HS70的拱型胶,用于保护连点不被拉断。海绵胶安装在距离模切刀刀身两边最少1mm的位置,不能紧靠刀身安装;海绵胶应高出刀锋1.2mm左右,并视不同的硬度进行调节。#图文广告 #图文店 #加盟创业 #工艺工序卡